Цель работы – ознакомление с гладкими предельными калибрами и оценка их пригодности к применению.
1. Гладкие предельные калибры.
При контроле детали в условиях массового и крупносерийного производства важно знать не действительное значение её размеров, а находятся ли они в пределах заданного допуска. Такой контроль для размеров по 6…17 квалитету осуществляется предельными калибрами. Они имеют форму детали, сопрягаемую при сборке с контролируемой. Комплект содержит два предельных калибра: проходной (ПР), который должен проходить при контроле годной детали, и непроходной (НЕ), который не должен проходить. Контроль отверстий осуществляется калибрами пробками, валов – калибрами скобами, рис. 3.1.
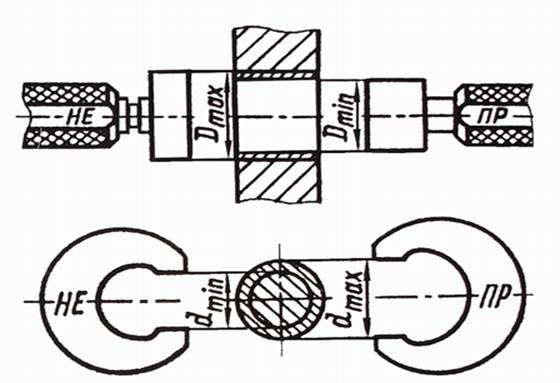
Рис. 3.1 Схема контроля деталей гладкими предельными калибрами.
Номинальные
размеры калибров назначаются равными предельным размерам проверяемой детали.
Например, для контроля отверстия 10H7 (![]()
![]() ) применяют проходную
пробку с номинальным диаметром 10 мм, а непроходную с номинальным диаметром 10,015 мм. При этом, если первая пройдёт в отверстие под действием усилия, примерно равного массе
калибра, а вторая не пройдет, значит, его
диаметр находится между этими предельными размерами и деталь является вводной.
Номинальный размер проходной скобы – это наибольший предельный размер
контролируемого вала, а непроходной – его наименьший размер.
) применяют проходную
пробку с номинальным диаметром 10 мм, а непроходную с номинальным диаметром 10,015 мм. При этом, если первая пройдёт в отверстие под действием усилия, примерно равного массе
калибра, а вторая не пройдет, значит, его
диаметр находится между этими предельными размерами и деталь является вводной.
Номинальный размер проходной скобы – это наибольший предельный размер
контролируемого вала, а непроходной – его наименьший размер.
Таким образом, калибры – это бесшкальные средства измерения (меры) с помощью которых можно очень быстро рассортировать партию деталей на три группы. Если оба калибра – и проходной, и непроходной – не проходят, значит, деталь не годная, но брак может быть исправлен. Если проходной проходит, а непроходной не проходит – деталь годная. Кода проходят оба калибра, деталь относят к бракованным с неисправимым браком.
Виды гладких калибров для цилиндрических отверстий и валов устанавливает ГОСТ 24851—81. В системе ИСО гладкие калибры стандартизованы ИСО-Р1938 — 1971.
Стандарт предусматривает следующие гладкие калибры для валов и относящиеся к ним контрольные калибры:
ПР— проходной калибр-скоба;
НЕ— непроходной калибр-скоба;
К-ПР— контрольный проходной калибр для нового гладкого калибр-скобы;
К-НЕ— контрольный непроходной калибр для нового гладкого калибр-скобы;
К-И — контрольный калибр для контроля износа гладкого проходного калибр-скобы.
Для контроля отверстий предусмотрены:
ПР— проходной калибр-пробка;
НЕ— непроходной калибр-пробка.
Калибры для отверстий до 50 мм изготавливают в виде полых пробок (рис. 3.2. а ) (проходная – удлиненная, непроходная - укороченная), для отверстий свыше 50 до 100 мм могут применяться как полные пробки, как и не полные (рис 3.2. б), а свыше 100 мм – только неполные.
Калибры :
а – двусторонняя пробка, б – односторонняя пробка,
в – двусторонняя скоба, г – односторонняя скоба.
Калибры – скобы для валов чаще всего применяют односторонние предельные целые (рис. 3.2. г) или двусторонние листовые (рис. 3.2 в). На калибры наносятся следующие обозначения (маркировка): номинальный размер контролируемых деталей;
обозначение поля допуска деталей (и основного отклонения и квалитета);
цифровые величины предельных отклонений детали в миллиметрах;
обозначения сторон калибра – проходная ПР и непроходная НЕ;
товарный знак завода-изготовителя.
Например, маркировка на пробке (рис 3.2 а) 30Н7 обозначает, что пробка предназначена для контроля отверстий с номинальным диаметром 30 мм и допуском по 7 квалитету. Пример маркировки калибра-пробки, калибра-скобы и контрольных калибров к ней показаны на рис. 3.3.
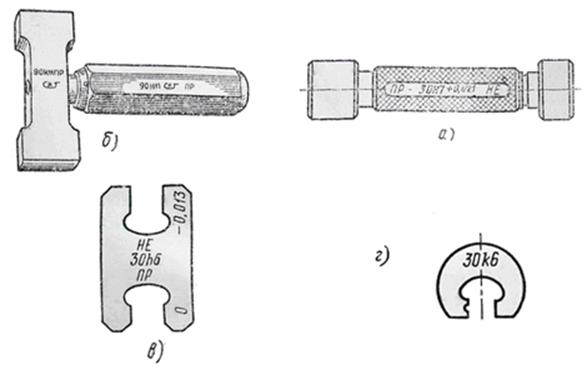
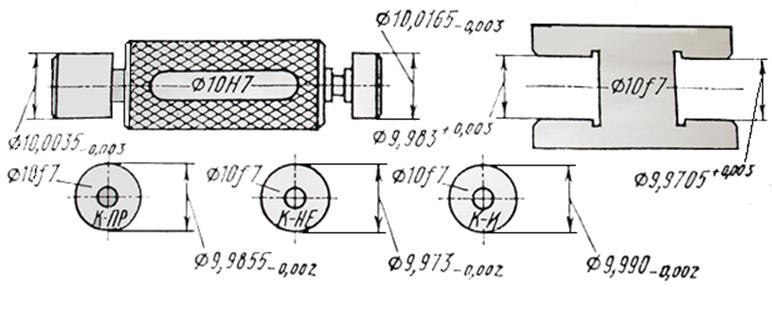
Рис3.3 Пример маркировки и простановки исполнительных размеров на эскизах калибров
В процессе эксплуатации проходные калибры изнашиваются, размеры их изменяются. Поэтому размеры калибров должны периодически контролироваться. На предприятиях обычно имеется график поверки калибров.
Определение диаметров калибров-пробок может быть выполнено
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




