МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА “ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ”
ЛАБОРАТОРНАЯ РАБОТА №14
ДОСТИЖЕНИЕ ТОЧНОСТИ СБОРКИ МЕТОДАМИ
ПОЛНОЙ И НЕПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Методические указания
![]()
Волгоград
2011
УДК 621.9.06
Рецензент:
Шаповал Б.К.
Издается по решению редакционно-издательского совета
Волгоградского государственного технического университета
Методические указания к лабораторной работе №14 “Достижение точности сборки методами полной и неполной взаимозаменяемости: Методические указания / Е. Ф. Уткин, О. Л. Чигиринский. – Волгоград: ИУНЛ ВолгГТУ, 2011. – 12 с.
Ó Волгоградский государственный
технический университет, 2011
Ó Е. Ф. Уткин, О. Л. Чигиринский, 2011
1. Цель работы
Практическое освоение методов полной и неполной взаимозаменяемости путём выполнения необходимого расчёта размера и допустимых отклонений замыкающего звена размерной цепи методами “максимум - минимум” и вероятностным.
Измерить размер замыкающего звена собранных узлов, использовать закон рассеяния этого размера и подсчитать его параметры.
Сравнить результаты расчёта и исследования и сделать вывод об эффективности каждого из методов расчёта.
2. Содержание работы
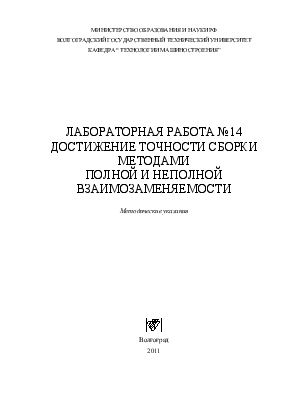
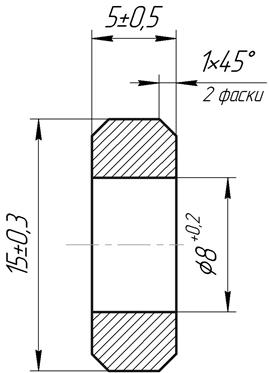
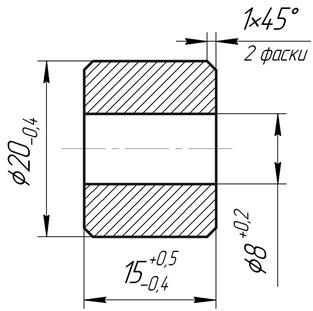
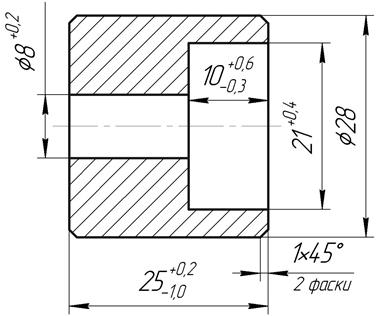
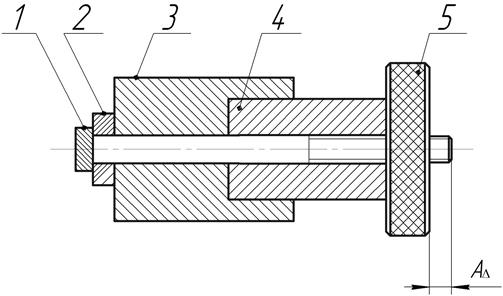
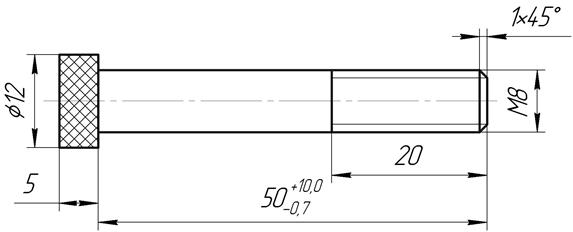
Для собираемого узла, чертежи которого приведены на рис. 2.1, составить схему размерной цепи. Найти замыкающее звено. Рассчитать номинальный размер замыкающего звена размерной цепи, допуск, координату середины поля допуска и предельные отклонения размера замыкающего звена методами «максимум – минимум» и вероятностным. Собрать исследуемые узлы, замерить размер замыкающего звена А. Определить величину фактического поля допуска и его расположения относительно номинального значения.
Разобрать узел. Исследовать закон распределения случайных величин размеров замыкающего звена размерной цепи.
3. Теоретическая часть
Надежность и долговечность машины в значительной степени зависят от условий сборки – процесса, для которого в общей трудоемкости изготовления машины достигает 20 – 50 %. Детали на сборку поступают после окончательного технологического контроля. Следовательно, при изготовлении деталей должны быть выполнены все требования рабочих чертежей и технических условий.
Погрешность сборки может быть вызвана рядом причин: отклонением размеров, формы и расположения поверхностей сопрягаемых деталей, повышением их деформации, наблюдением точности замыкающего звена.
Необходимая точность замыкающего звена размерной цепи при сборке может быть достигнута одним из следующих методов: полной, неполной (частичной) и групповой взаимозаменяемостью, пригонкой и регулированием. Выбор метода производиться при разработке конструкции изделия, так как это связано с установлением допусков составляющих звеньев размерной цепи, а также применением в сборочных единицах определенных конструктивных элементов.
|
|
|
|
|
|
Рис. 2.1. Эскиз сборочной единицы и деталей
При сборке методом взаимозаменяемости производится лишь соединение сопрягаемых деталей и частей изделия, что удобно для организации поточной сборки, упрощает ремонт машин и обеспечение запасными частями.
Осуществление метода полной взаимозаменяемости становится возможным в том случае, когда допуски на размеры сопрягаемых деталей, установленные до конструктивным соображениям, равны или больше технологических допусков на те же размеры.
Для осуществления сборки методом полной взаимозаменяемости иногда требуется изготавливать детали с узкими допусками (до 6 квалитета точности), так что себестоимость их изготовления становятся чрезмерно высокой и от этого метода приходится отказаться и перейти к сборке методом неполной (частичной) взаимозаменяемости. В этом случае допуски на размеры сопрягаемых деталей берутся увеличенными, чем в случае сборки методом полной взаимозаменяемости. Требуемая точность замыкающего звена достигается не у всех собираемых объектов.
В основе метода неполной (частичной) взаимозаменяемости лежит положение теории вероятности по которому крайние величины размеров звеньев размерной цепи встречаются реже, чем средние, поэтому процент изделий, у которых величины замыкающего звена имеют предельные значения, незначителен и дополнительные затраты на исправление или повторную сборку изделий с недопустимыми размерами замыкающего звена малы, по сравнению с экономией труда и средств получаемой при изготовлении деталей с более широкими допусками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.