Балтийский Государственный Технический Университет им. Д.Ф. Устинова
Кафедра технологии машиностроения Е2
Курсовой проект
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Студент: Иванов И.Н.
Группа: Е-191
Преподаватель: Григорьев В. В.
Санкт-Петербург
2013 г.
Содержание
1. Анализ технологичности детали ……………………………...…………….. 4
2. Разработка технологического процесса изготовления детали ………….… 5
3. Расчёт припусков на механическую обработку ………………………..….. 6
4. Выбор оборудования и расчёт режимоврезания ……………………….... 12
4.1. Выбор оборудования ……………………………………………...… 12
4.2. Аналитический расчёт режимов резания ……………………..…… 14
4.3. Выбор режимов резания табличным способом ………….………… 22
5. Сравнительный экономический анализ двух вариантов обработки …..... 32
5.1. Первый вариант обработки …………………………………………. 32
5.2. Второй вариант обработки ………………………………………….. 33
6. Проектирование приспособлений …………………………………………. 35
6.1. Проектирование приспособления для сверления ступенчатого отверстия…………………….…..………………….. 36
6.2.
Проектирование приспособления для фрезерования паза в размер ![]() ………………...……..…
40
………………...……..…
40
6.3. Проектирование приспособления для измерения отклонения от перпендикулярности осей...……………………………….………… 44
7. Техника безопасности при выполнении технологического процесса ...… 45
8. Список использованной литературы ……………………………………… 49
Введение
Целью данного курса проектирования является изучение технологического процесса изготовления детали, составления рационального технологического процесса механической обработки детали с подбором и проектированием режущего, вспомогательного и измерительного инструмента, а также проектирование приспособлений для механической обработки деталей.
Технологический процесс должен быть разработан таким образом, чтобы при данном типе производства этот технологический процесс обеспечивал бы изготовление детали в соответствии с чертежом и обеспечивал бы наивысшую производительность труда.
1. Анализ технологичности детали
В данном разделе проводится анализ технологичности детали, в результате которого будет выбран способ получения заготовки; расчёт припусков и допусков на изготовление заготовки.
Имеем деталь простой формы, материал детали серый Сталь 40 ГОСТ 1050-74. Следовательно, в качестве способа получения заготовки рационально использовать штамповку. Изделие является малогабаритным, годовая программа составляет 15000 штук (что соответствует крупносерийному производству).
 2.Разработка технологического процесса изготовления детали
2.Разработка технологического процесса изготовления детали
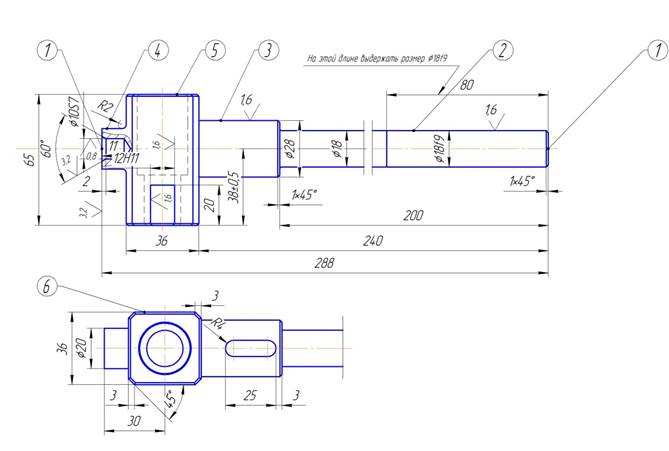
В первую очередь
обрабатываются поверхности, которые служат базами для дальнейшей обработки:
плоскости 1 (рис. 1). Это осуществляется на первой операции –
фрезерно-центровальной. Далее следует токарная операция: черновое обтачивание
плоскости 2 и 3 (рис. 1) проходным резцом. Затем следует токарная операция:
обтачивание плоскости 4 (рис. 1) . Далее идёт фрезерная с ЧПУ операц ия: обработка плоскостей 5 и 6 (рис.
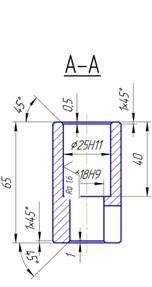
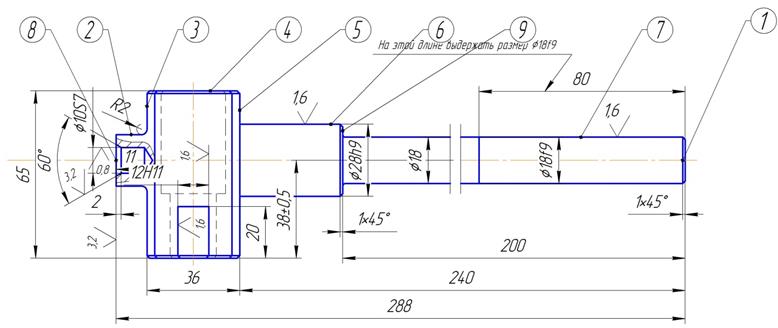
1) торцевой фрезой. Затем следует сверление ступенчатого отверстия. В первой
вертикально-сверлильной операции сверлится отверстие ![]() , затем сверлится отверстие
, затем сверлится отверстие ![]() после этого заготовка
переворачивается и зенкеруется фаска (рис.1).Шестой операцией следует
фрезерная, для получения паза в размер
после этого заготовка
переворачивается и зенкеруется фаска (рис.1).Шестой операцией следует
фрезерная, для получения паза в размер ![]() (рис.1). Далее следует токарная
обработка плоскостей, для чистового обтачивания (рис.1).Восьмая операция -
горизонтально-сверлильная, для получения отверстия
(рис.1). Далее следует токарная
обработка плоскостей, для чистового обтачивания (рис.1).Восьмая операция -
горизонтально-сверлильная, для получения отверстия ![]() (рис.1). Завершает технологический
процесс фрезерная операциям – фрезерование шпоночного паза концевой фрезой
(рис. 1).
(рис.1). Завершает технологический
процесс фрезерная операциям – фрезерование шпоночного паза концевой фрезой
(рис. 1).
В итоге технологический процесс выглядит следующим образом:
|
№ п/п |
Операция механической обработки |
|
1 |
Фрезерно-центровальная |
|
2 |
Токарная |
|
3 |
Токарная |
|
4 |
Фрезерная с ЧПУ |
|
5 |
Вертикально-сверлильная |
|
6 |
Фрезерная |
|
7 |
Токарная |
|
8 |
Горизонтально-сверлильная |
|
9 |
Фрезерная |
3.Расчёт припусков на механическую обработку
Для изготовления
заготовки требуется назначение припусков для механической обработки детали.
Припуски для размеров ![]() получаем расчётным путём, для
остальных размеров назначаем припуски согласно ГОСТ 7505-89.
получаем расчётным путём, для
остальных размеров назначаем припуски согласно ГОСТ 7505-89.
Расчёт припуска для механической
обработки в размер ![]() :
:
Технологический маршрут обработки состоит из двух операций: черновое и чистовое обтачивание.
|
Технологические переходы обработки отверстия |
Элементы припуска, мкм |
Расчётный
припуск |
Расчётный размер |
Допуск |
Предельные размеры, мкм |
Предельные припуски, мкм |
||||
|
|
|
|
|
|
|
|
||||
|
Заготовка |
150 |
250 |
1151 |
– |
21,5 |
1500 |
23 |
21,8 |
– |
– |
|
Обтачивание черновое |
50 |
50 |
69 |
|
18,354 |
330 |
18,68 |
18,354 |
3146 |
4320 |
|
Обтачивание чистовое |
30 |
30 |
46 |
|
18,02 |
210 |
18,23 |
18,02 |
334 |
450 |
|
Итого |
3480 |
4770 |
||||||||
Запишем технологический маршрут обработки, а также соответствующие заготовке и каждому технологическому переходу значения элементов припуска в таблицу.
 ,
,
где rк.о. – общая кривизна заготовки, мкм;
rц – погрешность зацентровки, мкм;
![]() =500 мкм
=500 мкм
![]() ,
,
где Dк – удельная кривизна стержня, Dк = 1,5 мкм/мм;
L – длина обрабатываемой поверхности, L = 80 мм;
![]()
Погрешность зацентровки определим по формуле
 , (7.3)
, (7.3)
где δз – допуск на поверхность, используемой в качестве базовой на фрезерно-центровальной операции, δз = 2 мм (по ГОСТ 7505-89);
![]()
Остаточные пространственные отклонения определяются по формуле
![]() , (7.4)
, (7.4)
где ![]() –
коэффициент уточнения формы
–
коэффициент уточнения формы
После чернового растачивания ![]() 1151=69 мкм.
1151=69 мкм.
После чистового растачивания ![]() 1151=46 мкм.
1151=46 мкм.
Определяем значения ![]() – глубины дефектного слоя и
– глубины дефектного слоя и ![]() – высоты микронеровностей соответствующих
технологических переходов.
– высоты микронеровностей соответствующих
технологических переходов.
Для заготовки ![]() =150 мкм;
=150 мкм; ![]() 250 мкм.
250 мкм.
Для чернового растачивания ![]() =50 мкм;
=50 мкм; ![]() 50 мкм.
50 мкм.
Для чистового растачивания ![]() =30 мкм;
=30 мкм; ![]() 30 мкм.
30 мкм.
Определяем минимальные значения припусков по формуле
![]() (7.5)
(7.5)
Минимальный припуск под черновое растачивание
![]() мкм
мкм
Минимальный припуск под чистовое растачивание
![]() мкм
мкм
Определим расчётные размеры ![]() , начиная с чертёжного размера, путём
последовательного прибавления минимального припуска
, начиная с чертёжного размера, путём
последовательного прибавления минимального припуска ![]() каждого
технологического перехода.
каждого
технологического перехода.
![]() мм;
мм;
![]() мм;
мм;
Определяем значения допусков ![]() для каждого технологического перехода по
ГОСТу 7505–89.
для каждого технологического перехода по
ГОСТу 7505–89.
Для заготовки по ГОСТ 7505–89
![]() 1500 мкм;
1500 мкм;
Для чернового растачивания ![]() 330 мкм;
330 мкм;
Для чистового растачивания ![]() 210 мкм;
210 мкм;
Определим наибольший
предельный размер dmax прибавлением допуска ![]() к
наименьшему предельному размеру dmin:
к
наименьшему предельному размеру dmin:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Определим предельные значения
припусков ![]() как разность наименьших предельных
размеров
как разность наименьших предельных
размеров ![]() и
и ![]() – как
разность наибольших предельных размеров
– как
разность наибольших предельных размеров ![]() предшествующего
и выполняемого перехода.
предшествующего
и выполняемого перехода.
![]() мм=450 мкм;
мм=450 мкм;
![]() мм=4320 мкм;
мм=4320 мкм;
![]() мм=334 мкм
мм=334 мкм
![]() мм=3146 мкм
мм=3146 мкм
Определяем номинальный припуск :
![]() , (7.6)
, (7.6)
где ![]() – минимальный предельный припуск, мм;
– минимальный предельный припуск, мм;
![]() – верхнее отклонение размера заготовки,
мкм;
– верхнее отклонение размера заготовки,
мкм;
![]() – допуск на деталь, мкм.
– допуск на деталь, мкм.
По ГОСТ 7505-89 ![]() = 590 мкм.
= 590 мкм.
![]() мкм
мкм
Определяем номинальный размер заготовки по формуле:
![]() (7.7)
(7.7)
![]() мм
мм
Припуски и допуски на обрабатываемые поверхности детали «Переключатель правый»:
|
Поверхность |
Размер |
Припуск |
Допуск |
|
|
Табличный |
Расчётный |
|||
|
1,8 |
288 |
2 |
- |
+1,3 -0,7 |
|
2 |
|
2 |
- |
+1,1 -0,5 |
|
3,5 |
36 |
2 |
- |
+1,1 -0,5 |
|
4 |
65 |
2 |
- |
+1,1 -0,5 |
|
6 |
|
2 |
- |
+1,1 -0,5 |
|
7 |
|
- |
|
+1,1 -0,5 |
|
9 |
40 |
2 |
- |
+1,1 -0,5 |
Расчёт припуска для механической
обработки в размер ![]() :
:
Технологический маршрут обработки состоит из двух операций: черновое и чистовое обтачивание.
|
Технологические переходы обработки отверстия |
Элементы припуска, мкм |
Расчётный
припуск |
Расчётный размер |
Допуск |
Предельные размеры, мкм |
Предельные припуски, мкм |
||||
|
|
|
|
|
|
|
|
||||
|
Заготовка |
150 |
250 |
1238 |
– |
31,596 |
1500 |
33,096 |
31,596 |
||
|
Обтачивание черновое |
50 |
50 |
74,28 |
2 |
28,32 |
330 |
28,65 |
28,32 |
3276 |
4446 |
|
Обтачивание чистовое |
30 |
30 |
49,52 |
2 |
28,02 |
210 |
28,23 |
28,02 |
300 |
420 |
|
Итого |
3576 |
4866 |
||||||||
Запишем технологический маршрут обработки, а также соответствующие заготовке и каждому технологическому переходу значения элементов припуска в таблицу.
,
где rк.о. – общая кривизна заготовки, мкм;
rц – погрешность зацентровки, мкм;
![]() =500 мкм
=500 мкм
![]() ,
,
где Dк – удельная кривизна стержня, Dк = 1 мкм/мм;
L – длина обрабатываемой поверхности, L = 88 мм;
![]()
Погрешность зацентровки определим по формуле
, (7.3)
где δз – допуск на поверхность, используемой в качестве базовой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.