
МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Волгоградский государственный технический университет
Исследование точности наладки токарно-револьверного станка
Методические указания к лабораторной работе №9
Волгоград
2009
Лабораторная работа № 9
«Исследование точности наладки токарно-револьверного станка»
1.ЦЕЛЬ РАБОТЫ
Научиться производить наладку токарно-револьверного станка и исследовать точность настройки путем обработки опытной группы деталей.
2.Содержание работы
Обработать партию деталей из 5 штук и сделать выводы о карте наладки.
3.ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Для осуществления технологической операции на токарно-револьверных станках надо провести наладку станков на обработку конкретной детали.
В условиях крупносерийного и массового производства требуемая точность достигается методом автоматического получения размеров на настроенных станках. Задачами настройки являются:
1.Установка приспособлений и вспомогательных инструментов в положения, обеспечивающие наивыгоднейшие условия резания.
2.Установка режимов резания на станке.
3.Обеспечение точности взаимного расположения режущих инструментов, кулачков, упоров, копиров и других устройств, определяющих траекторию перемещения инструментов и ее длину относительно обрабатываемого изделия.
В настоящее время применяются следующие методы настройки станков:
1.Статическая настройка.
2.Настройка по пробным деталям с контролем по рабочему калибру.
3.Настройка по пробным деталям с помощью универсального измерительного инструмента.
Статическая настройка
Метод статической настройки заключается в установке режущих инструментов по различным калибрам и эталонам на неподвижном станке.
Для компенсации деформаций в упругой технологической системе, зависящих от сил резания и температурных факторов, необходимо вносить поправку. Настроечный размер, по которому изготавливается установочный калибр, определяется по формуле
![]() (1.1)
(1.1)
где LдетН – размер детали, который должен быть фактически получен после настройки.
![]() (1.2)
(1.2)
где D1 – поправка, учитывающая действие сил резания,
D2– поправка, учитывающая шероховатость обрабатываемой поверхности,
D3– поправка, учитывающая величину зазора в подшипниках.
 (1.3)
(1.3)
где j – жесткость технологической системы (Н/мм).
![]() .
.
СP=190 – для данной марки обрабатываемой стали и условий резания.
Тогда  ,
,
где l– вылет
прутка в мм; Е=2×105 (Н/мм2); y=![]() (мм4);
(мм4);
 ,
(1.4)
,
(1.4)
где S– подача, (мм/об);
r – радиус при вершине резца, (мм).
Поправка D3 = 0,04 мм определена экспериментально.
Статическую настройку дополняют динамической, проводя регулирование положения инструментов и упоров после обработки первых деталей.
Настройка признается правильной, если среднее арифметическое из размеров пробных деталей находится в пределах допуска на настройку
 (1.5)
(1.5)
где Т – общий допуск на обработку партии деталей;
m – количество пробных деталей;
Y – коэффициент запаса точности.
 , (1.6)
, (1.6)
где D=6s –фактическое поле рассеивания размеров деталей
 (1.7)
(1.7)
где s – среднее квадратическое всей совокупности деталей;
sгр – среднее квадратическое распределения групповых средних.
В общем случае:
 (1.8)
(1.8)
Учитывая величину допуска на настройку условия работы без брака можно представить в виде формулы:
 (1.9)
(1.9)
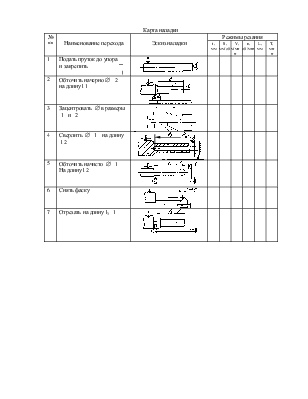
Настройка каждой из позиций револьверных многорезцовых полуавтоматов производится по картам наладки. В карте наладки на каждом переходе дается эскиз детали после обработки, изображается инструмент в конечном положении, проставляются полученные размеры обработанных поверхностей и шероховатость этих поверхностей.
4.МЕТОДИКА ВЫПОЛНЕНИЯ РАБОТЫ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.