1.Согласно чертежа детали составить карту наладки станка с эскизами обработки и положением инструмента на каждом переходе.
2.Определить по справочнику режимы обработки на каждый переход и подсчитать число оборотов шпинделя.
3.Скорректировать режимы обработки по паспорту станка (приложение).
4.С помощью детали эталона, регулировкой упоров на барабане продольной подачи и регулировкой инструмента достигнуть заданных размеров детали.
5.Обработать 6 деталей и их размеры занести в таблицу 1 и сверить с требованиями чертежа детали. После изготовления первых деталей при необходимости произвести корректировку положения упоров или инструмента.
6.Рассчитать настроечный размер d1детали калибра.
7.Определить на размер s среднее квадратическое.
8.Оценить правильность настройки станка на размер d1, взяв за пробные детали первые 3.
5.СОДЕРЖАНИЕ ОТЧЕТА
1. Цель работы.
2. Эскиз детали.
3. Результаты измерений партии деталей (табл.1).
4. Карту наладки с выбранными режимами и подсчитанным машинным временем на каждый переход.
5. Расчет настройки и допуска на настройку.
6. Вывод о качестве настройки.
6.КОНТРОЛЬНЫЕ ВОПРОСЫ
1) Сущность наладки.
2) Методы наладки.
3) Расчет наладочных размеров.
4) Как составляется карта наладки?
5) Для чего проводят динамическую настройку?
6) Как определяется поле рассеивания размеров при обработке партии деталей?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1.Соколовский А.П. Научные основы технологии машиностроения.– М.: Машгиз, 1955.– 520 с.
2.Маталин А.А. Точность механической обработки и проектирование технологических процессов.– Л.: Машиностроение, 1970.– 483 с.
3.Скраган В.А. Лабораторные работы по технологии машиностроения.– М.: Машиностроение, 1974.– 230 с.
4.Долматовский Г.А. Справочник технолога по обработке металлов резанием.– М.: Машиностроение, 1962.– 1115 с.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНО–РЕВОЛЬВЕРНЫХ
СТАНКАХ. ЛАБОРАТОРНАЯ РАБОТА №9
1.Проверить работу станка на холостом ходу
2.Снятие и установку деталей производить при отведенной каретке револьверной головки.
3.Крепить резец так, чтобы вылет его был минимальным (1,5 высоты державки).
4.Обрабатываемую деталь не поддерживать руками при работе станка.
5.Остерегаться удара режущим инструментом при повороте револьверной головки.
6.После окончания работы убрать станок.
Токарно–револьверный станок 1336 имеет схему управления, изображенную на рис.1
Рис.1
На рис.1 обозначены:
1–2 – Рукоятки управления числами оборотов шпинделя.
3 – Кнопочная станция (кнопки вперед, назад, стоп).
4 – Рукоятка зажима прутка.
5 – Рукоятка включения и выключения падающего червяка продольной подачи.
6 – Рукоятка фиксатора револьверной головки.
7 – Рукоятка включения радиально–поперечной подачи револьверной головки.
8 – Маховичок поворота револьверной головки.
|
|
Результаты измерений |
|||||
|
D, мм |
d1, мм |
d2, мм |
l, мм |
L1, мм |
L2, мм |
|
|
деталь №1 |
||||||
|
деталь №2 |
||||||
|
деталь №3 |
||||||
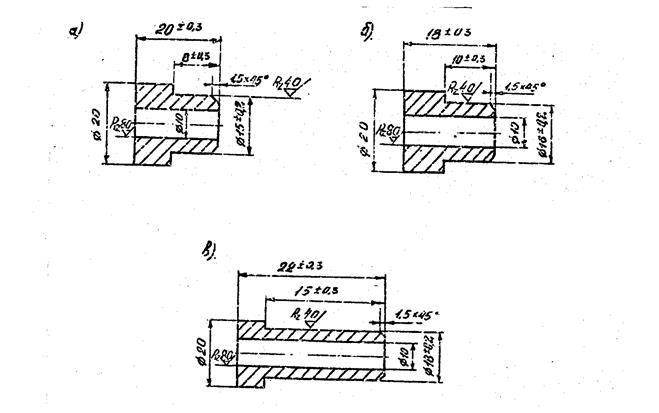
Рис.2
|
№ п/п |
Наименование перехода |
Эскиз наладки |
Режимы резания |
|||||
|
t, мм |
S, мм/об |
V, м/мин |
n, об/мин |
L, мм |
T, мин |
|||
|
1 |
|
|
||||||
|
2 |
Обточить начерно Æ 2 на длину l 1 |
|
||||||
|
3 |
Зацентровать Æ в размеры 1 и 2 |
|
||||||
|
4 |
Сверлить Æ 1 на длину l 2 |
|
||||||
|
5 |
Обточить начисто Æ 1 На длину l 2 |
|
||||||
|
6 |
Снять фаску |
|
||||||
|
7 |
Отрезать на длину l3 1 |
|
||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.