МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Волгоградский государственный технический университет
Влияние режимов резания на шероховатость поверхности
Методические указания к лабораторной работе №4
Волгоград
2009
Лабораторная работа № 4
Влияние режимов резания на шероховатость поверхности
ЦЕЛЬ РАБОТЫ: Определение зависимости высоты микронеровностей обрабатываемой поверхности от скорости резания и подачи при токарной обработке.
1.Обтачивание детали с различными подачами.
2.Обтачивание детали с различными скоростями резания.
3.Измерение микронеровностей обточенных поверхностей.
4.Определение влияния режимов обработки на шероховатость поверхности.
Микронеровности на поверхности обработанной детали в первом приближении есть не что иное, как след режущего инструмента. Однако, непосредственные измерения показывают, что действительная высота неровностей иногда во много раз больше вычисленной по формулам, полученным только из построений. Такое расхождение объясняется тем, что в формулах учитываются пластические деформации поверхностного слоя, упругие деформации металла и явления, связанные с образованием нароста на режущих кромках инструмента. Степень влияния каждого из указанных факторов на высоту микронеровностей обуславливается не только геометрией режущего инструмента, но зависит от режимов резания, свойств обрабатываемого материала, условий охлаждения и т. д.
Влияние режимов резания и геометрии инструмента на высоту микронеровностей при обработке металла можно определить экспериментальным путем, если изменять при обработке какой-либо параметр технологического процесса и измерять шероховатость поверхности.
В настоящей работе производится определение влияния подачи скорости резания и радиуса закругления вершины резца на шероховатость поверхности. Измерение шероховатости обрабатываемой поверхности производится с помощью двойного микроскопа МИС-11.
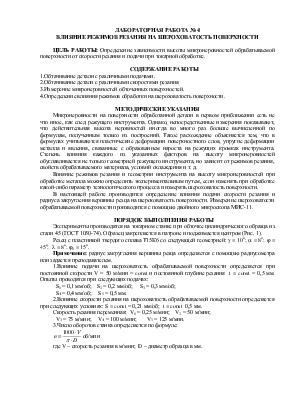
Эксперименты производятся на токарном станке при обточке цилиндрического образца из стали 45 (ГОСТ 1050-74). Образец закрепляется в патроне и поджимается центром (Рис. 1).
Резец с пластинкой твердого сплава Т15К6 со следующей геометрией: g = 10о; a = 8о; j = 45о; l = 8о; j1 = 15о.
Примечание: радиус закругления вершины резца определяется с помощью радиусометра или задается преподавателем.
1.Влияние подачи на шероховатость обрабатываемой поверхности определяется при постоянной скорости V = 50 м/мин = const и постоянной глубине резания t = const = 0,5 мм. Опыты проводятся при следующих подачах:
S1 = 0,1 мм/об; S2 = 0,2 мм/об; S3 = 0,3 мм/об;
S4 = 0,4 мм/об; S5 = 0,5 мм.
2.Влияние скорости резания на шероховатость обрабатываемой поверхности определяется при следующих условиях: S = const = 0,21 мм/об; t = const 0,5 мм.
Скорость резания переменная: V1 = 0,25 м/мин; V2 = 50 м/мин;
V3 = 75 м/мин; V4 = 100 м/мин; V5 = 125 м/мин.
3.Число оборотов станка определяется по формуле:
 об/мин где V – скорость резания в м/мин; D –
диаметр образца в мм.
об/мин где V – скорость резания в м/мин; D –
диаметр образца в мм.
 |
S=const V=const
D
V5 V4 V3 V2 V1 S5 S4 S3 S2 S1
Рис.1
4.Затем обработанный образец помещают в призму на столик двойного микроскопа МИС-11 и известным способом замеряют высоту пяти гребешков исследуемого профиля поверхности и вычисляют по формуле Rz:
Rz = 5 LCPE (мк).

среднее значение разностей отсчетов барабана микрометра окулярного.
Е – величина, обратная линейному увеличению объектива (L1 – L1¢) разность отсчета барабана окулярного микрометра при замере высоты гребешка профиля поверхности.
Для объектива с F = 25,02 ® E = 0,169
F = 13,89 ® E = 0,095
F = 8,16 ® E = 0,057
При измерении шероховатости обработанную заготовку устанавливают на предметный столик так. Чтобы световая цель пересекала следы обработки.
Лампой осветить исследуемую поверхность.
Наблюдая в окуляр 19, перемещением микроскопа и осветителя с помощью крехальер 3 и 2 получить четкое изображение поверхности.
Наклоняя проектирующий микроскоп 11 при помощи винта 10 добиться освещения поверхности в середине поля зрения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.