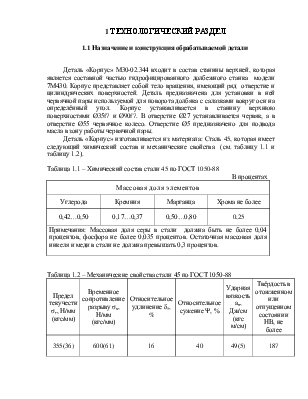
Деталь «Корпус» изготавливается из материала: Сталь 45, которая имеет следующий химический состав и механические свойства (см. таблицу 1.1 и таблицу 1.2).
Таблица 1.1 – Химический состав стали 45 по ГОСТ 1050-88
В процентах
|
Массовая доля элементов |
|||
|
Углерода |
Кремния |
Марганца |
Хрома не более |
|
0,42…0,50 |
0,17…0,37 |
0,50…0,80 |
0,25 |
|
Примечания: Массовая доля серы в стали должна быть не более 0,04 процентов, фосфора не более 0,035 процентов. Остаточная массовая доля никеля и меди в стали не должна превышать 0,3 процентов. |
|||
Таблица 1.2 – Механические свойства стали 45 по ГОСТ 1050-88
|
Предел текучести σт, Н/мм (кгс/мм) |
Временное сопротивление разрыву σв, Н/мм (кгс/мм) |
Относительное удлинение δ5, % |
Относительное сужение Ψ, % |
Ударная вязкость ан, Дж/см (кгс м/см) |
Твёрдость в отожженном или отпущенном состоянии НВ, не более |
|
355(36) |
600(61) |
16 |
40 |
49(5) |
187 |
1.2 Определение типа производства
Тип производства определяется по ГОСТ 3.1119-83 коэффициентом закрепления операции Кзо
 , где
Pi – число рабочих мест, шт;
, где
Pi – число рабочих мест, шт;
Оi – число различных операций, закрепленных за рабочим местом, шт
 ;
;
Кзн – нормативный коэффициент загрузки оборудования; Кзн=0,75;
Кзфi – фактический коэффициенты загрузки оборудования на i-ом рабочем месте
 ;
;
Спрi – принятое расчетное число рабочих мест, шт;
Cpi– расчетное число рабочих мест (число станков), необходимых для выполнения i-ой операции, шт
 ;
;
Тшт – штучное время (станкоёмкость) выполнения i-ой операции, мин;
τ – такт выпуска, мин/шт
 ;
;
Фд – действительный годовой фонд времени работы оборудования, ч; Фд=2030ч [ 1 ];
Ni – объем выпуска изделий i-го наименования; N=3000 шт в год.
Если Кзо=1, то производство массовое, 1<Кзо<10 – крупносерийное, 10<Кзо<20 – среднесерийное, 20<Кзо<40 – мелкосерийное. В единичном производстве коэффициент закрепления операций не регламентируется.
Расчёт типа производства сводим в таблицу 1.3.
Таблица 1.3 – Расчёт типа производства
|
Операция |
Тшт, мин |
Ср, шт |
Спр, шт |
Кзф |
О, шт |
|
010 Заготовительная |
2,13 |
0,052 |
1 |
0,052 |
15 |
|
020 Токарная |
4,60 |
0,113 |
1 |
0,113 |
7 |
|
030 Токарная |
9,40 |
0,231 |
1 |
0,231 |
4 |
|
040 Кругло-шлифовальная |
5,20 |
0,128 |
1 |
0,128 |
6 |
|
050 Токарная |
26 |
0,640 |
1 |
0,640 |
2 |
|
060 Вертикально-фрезерная |
9,20 |
0,226 |
1 |
0,226 |
4 |
|
070 Токарная |
31,70 |
0,780 |
1 |
0,780 |
1 |
|
080 Токарная |
6,30 |
0,155 |
1 |
0,155 |
5 |
|
090 Кругло-шлифовальная |
5,70 |
0,140 |
1 |
0,140 |
6 |
|
100 Радиально-сверлильная |
5,10 |
0,125 |
1 |
0,125 |
6 |
|
Итого |
105,33 |
– |
10 |
– |
56 |
Коэффициент
закрепления операции,  следовательно, принимаем
тип производства крупносерийный.
следовательно, принимаем
тип производства крупносерийный.
Формы организации технологических процессов в соответствии с ГОСТ 14.312-74 зависят от установленного порядка выполнения операций, расположения технологического оборудования, количества изделий и направления их движения при изготовлении. Существуют две формы организации технологических процессов – групповая и поточная.
В серийном типе производства, как правило, используется групповая форма организации производства, где запуск изделий производится партиями с определенной периодичностью.
Определим количество деталей в партии для одновременного запуска n, шт, по формуле
![]()
 , где
N –объем
выпуска в год, шт;
, где
N –объем
выпуска в год, шт;
а – периодичность запуска, дней; а=3 дней;
F – число рабочих дней в году; F=254 дня.
Приведенная выше формула позволяет приближенно определить размер партии, который должен быть в дальнейшем скорректирован с учетом удобства планирования и организации производства.
Корректировка величины партии осуществляется следующим образом: а) определяется расчетное число смен C, смен, на обработку всей партии деталей на основных рабочих местах
 , где Тшт.ср
– среднее штучное время по основным
операциям, мин;
, где Тшт.ср
– среднее штучное время по основным
операциям, мин;
б) расчетное число
смен округляем до ближайшего целого числа, принятое число смен, т.е Cпр=1; в)
определяется принятое число деталей в партии ![]() , шт
, шт
 , где
476 – расчетный фонд времени работы станка в смену, мин;
, где
476 – расчетный фонд времени работы станка в смену, мин;
0,75 – коэффициент загрузки станка.
1.3 Анализ технологичности конструкции детали
Деталь «Корпус» изготавливается из стали 45. В качестве заготовки для изготовления детали используется пруток, разрезанный на мерные заготовки.
С точки зрения механической обработки деталь достаточно технологична, допускает применения высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций. Конструкция детали обеспечивает удобство подвода и отвода режущего инструмента в процессе обработки, а также возможность проведения необходимых измерений.
Обработка наружного контура не вызывает ни каких трудностей. Обработка лыски также не вызывает особой трудности однако есть необходимость в специальном приспособлении для закрепления
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.