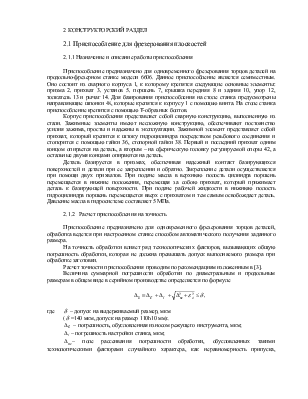
состоит из сварного корпуса 1, к которому крепятся следующие основные элементы: призма 2, прихват 3, установ 5, поршень 7, крышка передняя 8 и задняя 10, упор 12, толкатель 13 и рычаг 14. Для базирования приспособления на столе станка предусмотрены направляющие шпонки 48, которые крепятся к корпусу 1 с помощью винта. На столе станка приспособление крепится с помощью Т-образных болтов.
Корпус приспособления представляет собой сварную конструкцию, выполненную из стали. Зажимные элементы имеют несложную конструкцию, обеспечивают постоянство усилия зажима, просты и надежны в эксплуатации. Зажимной элемент представляет собой прихват, который крепится к штоку гидроцилиндра посредством резьбового соединения и стопорится с помощью гайки 36, стопорной гайки 38. Первый и последний прихват одним концом опирается на деталь, а вторым – на сферическую головку регулируемой опоры 42, а остальные двумя концами опираются на деталь.
Деталь базируется в призмах, обеспечивая надежный контакт базирующихся поверхностей и детали при ее закреплении и обратно. Закрепление детали осуществляется при помощи двух прихватов. При подаче масла в верхнюю полость цилиндра поршень перемещается в нижние положения, перемещая за собою прихват, который прижимает деталь к базирующей поверхности. При подаче рабочей жидкости в нижнюю полость гидроцилиндра поршень перемещается вверх с прихватом и тем самым освобождает деталь. Давление масла в гидросистеме составляет 5 МПа.
2.1.2 Расчет приспособления на точность
Приспособление предназначено для одновременного фрезерования торцов деталей, обработка ведется при настроенном станке способом автоматического получения заданного размера.
На точность обработки влияет ряд технологических факторов, вызывающих общую погрешность обработки, которая не должна превышать допуск выполняемого размера при обработке заготовки.
Расчет точности приспособления проводим по рекомендациям изложенным в [3].
Величина суммарной погрешности обработки по диаметральным и продольным размерам в общем виде в серийном производстве определяется по формуле
![]() ,
,
где ![]() – допуск на выдерживаемый размер, мкм
– допуск на выдерживаемый размер, мкм
(![]() =140 мкм, допуск на размер 110h10 мм);
=140 мкм, допуск на размер 110h10 мм);
![]() – погрешность, обусловленная износом
режущего инструмента, мкм;
– погрешность, обусловленная износом
режущего инструмента, мкм;
![]() – погрешность настройки станка, мкм;
– погрешность настройки станка, мкм;
![]() – поле рассеивания погрешности обработки,
обусловленных такими технологическими факторами случайного характера, как
неравномерность припуска, неодинаковая твердость материала заготовки,
недостаточная жесткость системы СПИД, а также погрешность формы детали, мкм (
– поле рассеивания погрешности обработки,
обусловленных такими технологическими факторами случайного характера, как
неравномерность припуска, неодинаковая твердость материала заготовки,
недостаточная жесткость системы СПИД, а также погрешность формы детали, мкм (![]() =56 мкм);
=56 мкм);
![]() –
погрешность установки заготовки, мкм.
–
погрешность установки заготовки, мкм.
Погрешность, вызванная износом режущего инструмента равна
 ,
,
где ![]() – относительный износ инструмента, мкм/км;
– относительный износ инструмента, мкм/км;![]()
![]() –
путь резания, м.
–
путь резания, м.
Путь резания определяется по формуле
 ,
,
где L – длина обработки с учетом пути врезания и перебега режущего инструмента, мм;
B – ширина фрезерования, мм;
n – количество деталей в настроечной партии, обрабатываемой в период между подналадками станка (n=28 шт.);
Sпр – продольная подача инструмента, мм/об.
Относительный износ инструмента при фрезеровании определяется по формуле
 ,
,
где В – ширина фрезерования, мм
![]() – среднее значение допустимого размерного
износа инструмента при обработке партии заготовок, мкм (
– среднее значение допустимого размерного
износа инструмента при обработке партии заготовок, мкм (![]() =30
мкм).
=30
мкм).
 м;
м;
 мкм/км;
мкм/км;
 мкм.
мкм.
При обработке деталей в специальных приспособлениях на фрезерных станка фреза устанавливается с помощью щупа по установу, закрепленному на его корпусе. В этом случае погрешность настройки определяется по формуле
![]() ,
,
где Δэ =10 мкм; Δщ =6 мкм; Δуст.ин. =7 мкм.
![]() мкм.
мкм.
Погрешность установки заготовки определяется по формуле
![]() ,
,
где εб – погрешность базирования, мкм (εб=0);
εз – погрешность закрепления, мкм (εз=0);
εпр – погрешность положения заготовки вследствие неточности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.