




































Стоимость заготовок по второму варианту определяем по формуле
 , где S - базовая
стоимость одной тонны заготовок, руб; S=1100000
руб;
, где S - базовая
стоимость одной тонны заготовок, руб; S=1100000
руб;
Q - масса заготовки, кг; Q=1,105 кг;
![]() - коэффициенты, зависящие
соответственно от класса точности, группы сложности, массы, марки материала и
объема производства заготовок; Кт=1; Кс=0,84; Кв=1,33; Км=1; Кп=1 [1];
- коэффициенты, зависящие
соответственно от класса точности, группы сложности, массы, марки материала и
объема производства заготовок; Кт=1; Кс=0,84; Кв=1,33; Км=1; Кп=1 [1];
q - масса готовой детали, кг; q=0,360 кг;
Sо - цена 1 тонны отходов, руб; Sо=75000 руб.
Тогда, стоимость одной заготовки по второму варианту
 .
.
Экономический эффект для сопоставления способов получения заготовок, может быть рассчитан по формуле
![]() .
.
Из проделанных расчетов видно, что применение, первого варианта дает годовой экономический эффект в 1215000 руб. Таким образом, предпочтение отдаем этому варианту и принимаем его к подробной последующей разработке.
2.5 Анализ базового и технико-экономическое обоснование
предлагаемого вариантов технологического процесса
обработки детали
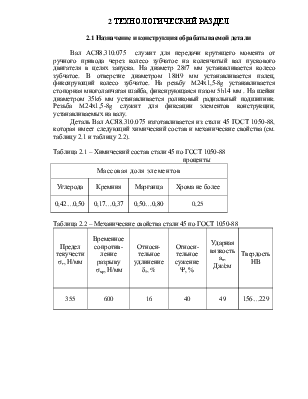
Базовый технологический процесс обработки детали «Вал АСЯ8.310.075» состоит из следующих операций:
На первой операции механической обработки (005 Абразивно-отрезная) применяется абразивно-отрезной автомат 8252 на котором пруток Æ50 мм отрезается в размер L=80 мм.
Далее происходит термообработка (закалка ТВЧ и отпуск), которая применяется для уменьшения размеров зерна, уменьшения внутренних напряжений и стабилизации сил резания.
На второй операции механической обработки
(025 Токарно-винторезная) применяется токарно-винторезный станок SU 500/1500, на котором подрезают и центруют
правый торец; точат поверхности Æ35,6-0,14 мм,
Æ28,6-0,14
мм, Æ23,85-0,12 мм, Æ43-0,62 мм;
точат фаски 1,6х450, 2,0х450; нарезают резьбу М24х1,5-8g; растачивают
отверстие Æ18+0,052 мм; растачивают канавку шириной 6+0,3
мм. Закрепление заготовки осуществляется в трехкулачковом патроне. Базой
является поверхность Æ50![]() мм и один из торцев детали.
При переустановке детали базой является поверхность полученная на предыдущем
установе и торец детали.
мм и один из торцев детали.
При переустановке детали базой является поверхность полученная на предыдущем
установе и торец детали.
На третьей операции механической обработки
(030 Вертикально-фрезерная) применяется вертикально-фрезерный станок модели FSS 400/1600, на котором фрезеруется
шпоночный паз шириной 5+0,3 мм и паз шириной 8![]() мм. Для обработки пазов требуется
переустанов детали. Деталь устанавливается в специальном приспособлении на
призму. Базой является торец детали и поверхности Æ28,6-0,052
мм и Æ35,6-0,052 мм.
мм. Для обработки пазов требуется
переустанов детали. Деталь устанавливается в специальном приспособлении на
призму. Базой является торец детали и поверхности Æ28,6-0,052
мм и Æ35,6-0,052 мм.
На четвертой операции механической обработки (040 Долбежная) применяется долбежный станок 7Д450, на котором долбят паз шириной 6+0,3 мм. Обработка производится с применением специального приспособления. Базой является торец детали и поверхность Æ28,6-0,052 мм.
На пятой операции механической обработки
(060 Круглошлифовальная) применяется круглошлифовальный станок с ЧПУ 3М132НФ2,
на котором шлифуют поверхности в размер Æ28![]() мм,
Ra
1,25 мкм; Æ35
мм,
Ra
1,25 мкм; Æ35![]() мм, Ra 1,25 мкм. Деталь
зажимается в трехкулачковом патроне с поджатием центром.
мм, Ra 1,25 мкм. Деталь
зажимается в трехкулачковом патроне с поджатием центром.
Для проведения анализа базового и обоснования предлагаемого вариантов технологического процесса обработки детали составим таблицу 2.7.
Таблица 2.7 – Данные для обоснования прелагаемого технологического процесса
|
Номер и наименование операции |
Модель станка |
Площадь занимаемая станком, м2 |
Стоимость станка, руб. |
Мощность станка, кВт |
|
Базовый технологический процесс |
||||
|
005 Абразивно-отрезная |
8252 |
5,6 |
27000000 |
8,5 |
|
025 Токарно-винторезная |
SU500 |
3,16 |
19500000 |
10,0 |
|
030 Вертикально-фрезерная |
FSS400 |
2,53 |
25000000 |
2,2 |
|
040 Долбежная |
7Д450 |
4,7 |
34000000 |
7,0 |
|
060 Круглошлифовальная с ЧПУ |
3М132НФ2 |
13,1 |
95000000 |
15,2 |
|
Предлагаемый технологический процесс |
||||
|
010 Токарная с ЧПУ |
16К20Ф3 |
5,9 |
76000000 |
10,0 |
|
020 Шпоночно-фрезерная |
692Р |
2,20 |
23000000 |
2,2 |
|
030 Долбежная |
7Д450 |
4,7 |
34000000 |
7,0 |
|
040 Круглошлифовальная |
3Б151 |
6,51 |
43000000 |
7,5 |
В проектируемом технологическом процессе предлагаем заменить станки: вертикально-фрезерный FSS400 на шпоночно-фрезерный 692Р
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.