Глава 3. Расчет цеха.
Выбор и расчёт оборудования литейных цехов, а также определение необходимых производственных площадей следует проводить в следующей последовательности, соответствующей технологическому процессу.
3.1. Плавильное отделение.
3.1.1. Определение массы выплавляемого металла.
Для того, чтобы просчитать все затраты, необходимо учесть, что в литейном производстве часть металла расходуется на литники, прибыли и другие технологически неизбежные потери металла (угар, брак). Для того, чтобы рассчитать потребность в материальных ресурсах для получения жидкого металла с целью обеспечения программы всего цеха, составляется структурный баланс жидкого металла, так, как показано в таблице 3.1.1.1.
|
Наименование марки шихтового материала |
Бр.О5Ц5С5 |
СЧ 20 |
Всего на программу (тонн) |
||
|
Норма расхода |
Норма расхода |
||||
|
% |
Тонн |
% |
Тонн |
||
|
Выход годного |
93 |
8299,2 |
92 |
11780 |
20079,2 |
|
Брак |
5 |
415 |
5 |
589 |
1004 |
|
Угар и безвоз. потери |
2 |
166,0 |
3 |
353,4 |
519,4 |
|
Итого |
100 |
8880,1 |
100 |
12722,4 |
21602,5 |
Статьи расхода взяты с базового предприятия.
3.1.2. Технологический процесс плавки.
Медных сплавов.
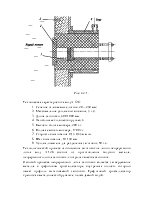
Основным плавильным агрегатом для плавки медных сплавов является индукционная тигельная печь промышленной частоты.
Плавку бронзы БрО5Ц5С5 производится на первичных материалах, возврате производства, и путем переплавки чушковой бронзы. В подготовленную разогретую печь загружают большую часть шихты и засыпают ее просушенным древесным углем или флюсом (сода+древесный уголь). По расплавлении медь обязательно раскисляют фосфористой медью (9-10 %Р) в количестве 0,2 от массы. Фосфористую медь вводят в два приема, вначале присаживают 250 г. на 100 кг. металлозавалки фосфористой меди и сплав перемешивают, затем присаживают цинк в количестве 500 г. и перед выпуском сплава вводят оставшиеся 250 г. фосфористой меди .Доводят расплав до температуры 1100-1150 оС, после чего поочередно вводят остальные составляющие шихты Zn, Sn, Pb, затем сплав нагревают до температуры 1100-1200 оС, рафинируют хлористым марганцем или азотом, модифицируют комплексным модификатором 0,05% Zn, 0,06%В. и 0,2%Ti , отбирают технологические пробы и транспортируют на участок заливки.
Серого чугуна.
Плавку СЧ производится в индукционных тигельных печах промышленной частоты. Пуск печи осуществляется с помощью «пусковой болванки» требуемого химического состава массой 10-12 % общей емкости тигля, но несколько меньшего диаметра. Болванку помещают в тигель и расплавляют. После этого приступают к загрузке составляющих шихты. В момент загрузки печь должна быть отключена. В первую очередь вводятся чугунный лом, затем стальной и в конце засыпаются ферросплавы. Металл в печи подогревают до температуры 1350-1400 оС. По достижении этой температуры печь выключают и отбирают пробы для анализов. После корректирования доводят температуру металла до 1450 – 1470 оС и производят выпуск в ковши. После выпуска в печи остается жидкий металл в количестве 25-50 % общей емкости, в который вновь загружают шихту. Остаток от предыдущей плавки называется «болотом». Он необходим потому, что при использовании электрического тока промышленной частоты в дискретных элементах шихты наведение вихревых токов малоэффективно.
3.1.3. Расчет оборудования и шихтовых материалов.
Для получения сплавов с требуемым химическим составом производится расчет шихты Бр.О5Ц5С5, который сводится в таблицу 3.1.3.1. и СЧ 20, который сводится в таблицу 3.1.3.2.
Таблица 3.1.3.1.
Расчет шихты для сплава Бр.О5Ц5С5 ГОСТ 613-79 |
|||||||||
|
№ п.п. |
Наименование шихтовых материалов |
Марка материала |
Содерж. Мат. В шихте в % к метало завалке |
Содержание основных элементов |
|||||
|
Олово |
Цинк |
Свинец |
|||||||
|
в мате-риале |
в шихте |
в мате-риале |
в шихте |
в мате-риале |
в шихте |
||||
|
1 |
Бронза чушковая |
Бр.О5Ц6С5 ГОСТ614-84 |
93,4 |
4,2 |
3,922 |
5,1 |
4,763 |
4,5 |
4,203 |
|
2 |
Возврат собст. пр-ва |
5 |
4,5 |
0,225 |
4,84 |
0,242 |
4,6 |
0,23 |
|
|
3 |
Олово |
О-5 ГОСТ 3640-79 |
0,7 |
99,56 |
0,697 |
- |
- |
- |
- |
|
4 |
Цинк чушковый |
Ц-3 ГОСТ 860-79 |
0,5 |
- |
- |
98,7 |
0,493 |
- |
- |
|
5 |
Свинец |
С-1 ГОСТ3778-77Е |
0,4 |
- |
- |
- |
- |
99,9 |
0,399 |
|
Итого |
100 |
4,84 |
5,5 |
4,83 |
|||||
|
Угар (-) % |
-7% |
-0,34 |
-12% |
-0,66 |
-5% |
-0,23 |
|||
Содержание в жидком металле |
4,5 |
4,84 |
4,6 |
||||||
Требуемый состав |
4 — 6 |
4 — 6 |
4 — 6 |
||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.