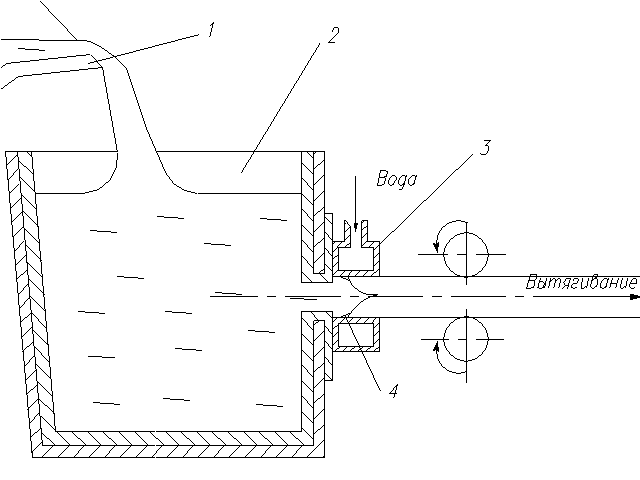
Технологический процесс начинается с заливки металла в металлоприемник 1. Обратным ходом двигателя, затравка 1 выталкивает заглушку 2 во внутрь металлоприемника 3 (см. рис.3.2.1), выдерживается время для кристаллизации сплава в водо-охлаждаемом кристаллизаторе 4, затем включается двигатель обратного хода, после чего двигатель включается в другую сторону и заготовка вытягивается на шаг вытяжки, после чего цикл повторяется. По мере надобности заготовку, не останавливая процесса вытяжки, режут на части. В металлоприемник по необходимости добавляется свежий металл.
 |
Рис. 3.2.1.
Техническая характеристика мод.А-126:
1. Сечение отливаемых слитков, 20…250 мм;
2. Максимальное усилие вытягивания, 5 т.с;
3. Длина заготовки, 300-1000 мм.
4. Наибольшее количество ручьев, 3
5. Емкость болота миксера, 200 кг.
6. Полная емкость миксера, 1700 кг.
7. Скорость вытягивания 0,15-0,35 м/мин.
8. Шаг вытягивания, 10-150 мм.
9. Усилия ломателя для разделения заготовок, 80 т.с.
Технологический процесс изготовления заготовок на линии непрерывного литья мод. А-126 состоит из приготовления жидкого металла, непрерывного литья заготовок, контроля качества заготовок.
Основой процесса непрерывного литья заготовок является затвердевание металла в графитовом кристаллизаторе, внутренняя полость которого имеет профиль вытягиваемой заготовки. Графитовый кристаллизатор крепится в металлической рубашке, охлаждаемой водой.
Кристаллизатор монтируется на передней стенке металлоприемника, имеющий для этого специальные отверстия. Перед началом работы в кристаллизатор вводится затравка, представляющая собой стальной стержень с канавкой для сцепления с кристаллизующейся заготовкой. Второй конец соединяется с тянущей штангой по средствам универсальной головки. Жидкий металл из ковша 1 переливается в металлоприемник 2, поступает в кристаллизатор 3 и охлаждается там, в следствии чего в кристаллизаторе образуется корка затвердевшего металла по контуру заготовки 4. При нарастании корки достаточной толщины заготовку вытягивают на определенную величину, называемую шагом вытягивания. Освобождающуюся полость кристаллизатора сразу же заполняет жидкий металл и цикл повторяется. Цикл вытягивания состоит из следующих этапов: вытягивание заготовки и остановка (см. рис. 3.2.2.).
 |
После выхода заготовки за пределы тянущей клети тянущая штанга отделяется от заготовки, а вытягивание заготовки продолжается.
При вытяжке заготовки необходимой длины производится надрезка, а затем ломка на отрезки заданной величины.
3.2.2. Расчет числа оборудования.
Требуемое количество линий непрерывного литья рассчитывается исходя из производственной программы и производительности машины [4] по формуле:
![]()
 (3.2.2.1)
(3.2.2.1)
где С – Годовой выпуск изделий (м.)
К – коэф-т неравномерности работы оборудования, К=1,1–1,3 [4]
Ф – действительный годовой фонд работы оборудования (час), Ф=3935 [см. гл. 2]
р – производительность одной линий непрерывного литья (м./ч);
Расчет потребного количества машин производится по каждому наименованию с учетом различных скоростей вытяжки. Результаты расчета сводятся в таблицу 3.2.1.
Таблица 3.2.1.
Расчет числа основного оборудования для цеха |
|||||||||||
|
Продукция, полуфабрикаты |
Количество продукции т, шт |
Модель или тип оборудования |
Производи-тельность, т/ч,м/ч,шт/ч |
Число оборудования |
Коэффици-ент загрузки kз |
||||||
|
Всего |
в час |
По расчету |
При-нятое |
||||||||
|
Плавильное отделение |
|||||||||||
|
СЧ 20 |
12722,4 |
3,271 |
ИЧТ-6/1,6 |
1,9 |
1,89 |
3 |
0,945 |
||||
|
Бр.О5Ц5С5 |
8880,144 |
2,283 |
ИЛТ-2,5 |
1,4 |
1,96 |
3 |
0,98 |
||||
|
Формовочно-заливочно-выбивное отделение |
|||||||||||
|
Прут Ø90 |
30000 |
8,23 |
УГНЛ-200Б |
18 |
0,229 |
2 |
0,95 |
||||
|
Прут Ø110 |
35000 |
9,602 |
14,4 |
0,333 |
|||||||
|
Прут Ø120 |
32000 |
8,779 |
14,4 |
0,305 |
|||||||
|
Прут Ø140 |
35000 |
9,602 |
14,4 |
0,333 |
|||||||
|
Труба Ø100xØ70 |
45000 |
12,346 |
18 |
0,343 |
|||||||
|
Труба Ø160xØ120 |
38000 |
10,425 |
14,4 |
0,362 |
|||||||
|
Заготовка 1 |
100000 |
27,435 |
А126 |
14,4 |
0,446 |
2 |
0,92 |
||||
|
Холодильник 7210-13А-101 |
100000 |
27,435 |
18 |
0,499 |
|||||||
|
Заготовка 3 |
100000 |
27,435 |
14,4 |
0,893 |
|||||||
В плавильном отделении плавки медных сплавов и серого чугуна принимается количество печей ИЧТ-6/1.6 и ИЛТ-2,5 равное 3. Это необходимо для того, чтобы производить попеременный ремонт одной из индукционных тигельных печей и обеспечить бесперебойную подачу жидкого металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.