Стержневое отделение
Организация работы стержневого отделения и выбор метода изготовления стержней зависит в основном от характера литья.
В стержневом отделении выполняются операции изготовления, покраски , сушку , зачистки и сборки стержней , их контроль и комплектовка. На площадях стержневого отделения размещаются каркасный участок, склады для хранения стержневых ящиков, плит и готовых стержней. Объем стержневых работ зависит от сложности отливок , то есть от количества и веса стержней на 1 т. годного, а выбор метода изготовления стержней и оборудования - от серийности номенклатуры .
Для определения необходимого количества стержней на годовую программу составляется ведомость загрузки стержневого отделения , в данном дипломном проекте эта ведомость включена в общую производственную программу цеха (см. Приложение 1 табл. 1.)
В базовом цеху применяются два метода изготовления стержней :
- изготовление стержней по горячим ящикам (ГТС);
- изготовление стержней из холодно твердеющих смесей (ХТС) ;
Так как и то и другой способы являются прогрессивными и перспективными , то в стержневом отделении не требуется менять технологию изготовления стержней . Необходимо только расширить номенклатуру стержней для крупных отливок за счет установки стержневого автомата со стержневым ящиком большего типа размера и обеспечения установки для изготовления ХТС механизированной линией предусматривающей изготовление, окраску, сушку и складирование стержней. Особенностью автомата является совмещение операций смесеприготовления и заполнения стержневых ящиков .
Количество стержневых машин для обеспечения стержнями данной производственной программы определяется по формуле
 ,
где
,
где
Рp - расчетное количество стержневых машин, шт
B2 - количество съемов стержневых ящиков на годовую программу по группам, закрепленным за данным типом машин ;
Фд - действительный годовой фонд работы машин , ч;
kh потери времени на смену стержневых ящиков за год ,ч;
Nпр- производительность машины , съемов/час.
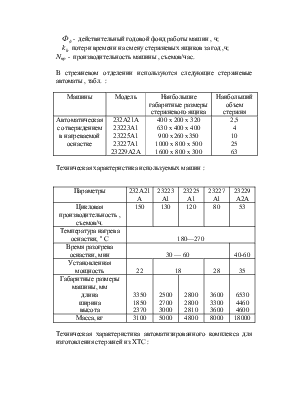
В стрежневом отделении используются следующие стержневые автоматы , табл. :
|
Машины |
Модель |
Наибольшие габаритные размеры стержневого ящика |
Наибольший объем стержня |
|
Автоматическая с отверждением в нагреваемой оснастке |
232А21А 23223А1 23225А1 23227А1 23229А2А |
400 x 200 x 320 630 x 400 x 400 900 x260 x350 1000 x 800 x 500 1600 x 800 x 300 |
2,5 4 10 25 63 |
Техническая характеристика используемых машин :
|
Параметры |
232А21А |
23223А1 |
23225А1 |
23227А1 |
23229А2А |
|
Цикловая производительность , съемов/ч. |
150 |
130 |
120 |
80 |
53 |
|
Температура нагрева оснастки, ° С |
180—270 |
||||
|
Время разогрева оснастки, мин |
30 — 60 |
40-60 |
|||
|
Установленная мощность |
22 |
18 |
28 |
35 |
|
|
Габаритные размеры машины, мм длина ширина высота |
3350 1850 2370 |
2500 2700 3000 |
2800 2800 2810 |
3600 3300 3600 |
6530 4460 4600 |
|
Масса, кг |
3100 |
5000 |
4800 |
8000 |
18000 |
Техническая характеристика автоматизированного комплекса для изготовления стержней из ХТС :
|
Параметры |
|
|
Грузоподъемность, кг Габаритные размеры стержневого ящика, мм длина ширина высота Габаритные размеры вибростола, мм длина ширина высота Время отверждения , мин Цикловая производительность, съемов/час. |
3000 1550 1250 750 2650 2100 710 15 - 25 25 |
Расчет необходимого количества перечисленных стержневых машин производится по формуле ( ) и сводится в таблицу :
|
Модель машины |
Необходимое количество съемов в год |
Действительный фонд времени час |
Расчетное кол-во машин шт |
Принятое кол-во машин шт |
Коэффициент использования машин |
|
232А21А 23223А1 23225А1 23227А1 23229А2 |
106992 |
3890 |
1.36 0.78 1.49 1.587 1.411 |
2 1 2 2 2 |
0.68 0.78 0.745 0.79 0.701 |
|
Итого : |
9 |
0,739 |
|||
Составы смесей используемых на данном участке сведены в таблицу:
|
|
песок кварц. |
смола |
Ортофо-сфорная |
Катализатор |
Прочие добавки |
|
|
КФ90 |
БС40 |
кислота |
КС41 |
|||
|
ГТС |
100 |
3,4-3,6 |
0,4 |
0,4 |
||
|
ХТС |
100 |
1,8-2,0 |
0,5-1,4 |
0,1 |
||
Современное литейное оборудование и накопленный опыт по проектированию литейных цехов позволяют полностью механизировать изготовления стержней путем создания поточных линий.
В данном цеху предусмотрены поточные линии зачистки, окраски сушки и складирования стержней.
Окраска и сушка осуществляется в камерах проходного типа.
Для приготовления необходимой краски для стержней предусмотрены около окрасочной камеры краскомешалки.
Составы используемых красок приведены далее:
Данное стержневое отделение имеет свой смесеприготовительный участок , так как было сказано выше на участке изготавливаются стержни по нескольким технологиям , но при этом установка ХТС оснащена шнековым смесителем для приготовления смеси, то смесители необходимы только для стержней из ГТС. На участке используются катковые смесители периодического действия мод.
Техническая характеристика бегунов мод.15104
|
Параметры |
15104 |
|
1. Объем замеса , м3 (т) 1. Внутренний диаметр чаши, мм 2. Высота чаши , мм 3. Усилие давления катка, кН 4. Габаритные размеры, мм : длина ширина высота 6.Масса , кг |
1,0 (1,25) 2016 980 0-5,4 2525 2058 2759 7334 |
Для определения необходимого количества смесителей составляется ведомость потребности в стержневой смеси , эта ведомость включена в общую производственную программу цеха (табл. 1. стр ) .
Расчет необходимого количества смесителей производится по формуле :
![]()
 ,
где
,
где
Ррас - расчетное количество смесителей ;
В - годовое количество смеси ;
k - коэффициент неравномерности использования смеси;
Фд - действительный фонд времени ;
q- производительность смесителя ;
Принятое количество смесителей равно 3 , т к предусматривается один для произведения своевременного тех. обслуживания .
Коэффициент загрузки оборудования :
К=1,65/3= 0,55
Технологический процесс работы стержневого участка:
В смесителях изготавливается смесь определенного состава, приведенного выше , кран -балкой , она доставляется в бункера над стержневыми машинами , происходит процесс изготовления стержней по горячим ящикам, которые питателями подаются на ленточный конвейер . Двигаясь по конвейеру у стержней зачищаются заусенцы, и они подаются в окрасочную камеру, где окрашиваются , а затем в сушило. После этого стержни укладываются мелкие на этажерки , крупные на поддоны и перевозятся автотранспортом на промежуточный склад стержней , а затем также автотранспортом перевозятся на склады около участков простановки стержней автоматических линий.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 Название смесей
% компоненты
Название смесей
% компоненты