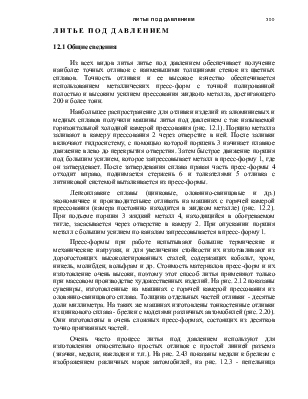
использованием металлических пресс-форм с точной полированной полостью и высоким усилием прессования жидкого металла, достигающего 200 и более тонн.
Наибольшее распространение для отливки изделий из алюминиевых и медных сплавов получили машины литья под давлением с так называемой горизонтальной холодной камерой прессования (рис. 12.1). Порцию металла заливают в камеру прессования 2 через отверстие в ней. После заливки включают гидросистему, с помощью которой поршень 3 начинает плавное движение влево до перекрытия отверстия. Затем быстрое движение поршня под большим усилием, которое запрессовывает металл в пресс-форму 1, где он затвердевает. После затвердевания сплава правая часть пресс-формы 4 отходит вправо, поднимается стержень 6 и толкателями 5 отливка с литниковой системой выталкивается из пресс-формы.
Легкоплавкие сплавы (цинковые, оловянно-свинцовые и др.) экономичнее и производительнее отливать на машинах с горячей камерой прессования (камера постоянно находится в жидком металле) (рис. 12.2). При подъеме поршня 3 жидкий металл 4, находящийся в обогреваемом тигле, засасывается через отверстие в камеру 2. При опускании поршня металл с большим усилием по каналам запрессовывается в пресс-форму 1.
Пресс-формы при работе испытывают большие термические и механические нагрузки, и для увеличения стойкости их изготавливают из дорогостоящих высоколегированных сталей, содержащих кобальт, хром, никель, молибден, вольфрам и др. Стоимость материалов пресс-форм и их изготовление очень высоки, поэтому этот способ литья применяют только при массовом производстве художественных изделий. На рис. 2.12 показаны сувениры, изготовленные на машинах с горячей камерой прессования из оловянно-свинцового сплава. Толщина отдельных частей отливки - десятые доли миллиметра. На таких же машинах изготовлены тонкостенные отливки из цинкового сплава - брелки с моделями различных автомобилей (рис. 2.20). Они изготовлены в очень сложных пресс-формах, состоящих из десятков точно пригнанных частей.
Очень часто процесс литья под давлением используют для изготовления относительно простых отливок с простой линией разъема (значки, медали, накладки и т.п.). На рис. 2.43 показаны медали к брелкам с изображением различных марок автомобилей, на рис. 12.3 - пепельница “Ежики”. Отдельные части пепельницы вкладываются друг в друга и получается объемный ежик. Эта отливка-сувенир может служить и утилитарной цели - быть пепельницей.
На рис. 12.4 показаны так же сувениры - ложка, ключ-штопор и вилка. Все эти изделия изготовлены из цинкового сплава.
Отливки из алюминиевых и медных сплавов, в основном из латуни, изготавливают на машинах с холодной камерой прессования. К ним относятся многочисленные отливки, например фурнитура для дверей и окон (рис. 12.5), детали подсвечников, канделябров, бра, люстр (рис. 2.41), особо ценная мебельная фурнитура и т.п.
12.2 Последовательность изготовления отливок
1. На холостом ходу проверяют работу всех частей машины литья под давлением (узел прессования, запирания, гидропривод), раскрытие и закрытие пресс-формы и др.
2. С помощью газовой горелки или электроподогревателя нагревают пресс-форму до технологически принятой температуры в зависимости от вида заливаемого сплава. Для цинковых сплавов температура пресс-формы составляет 120-160ОС, для алюминиевых - 180-250ОС, для медных - 280-320ОС.
3. Смазывают полость пресс-формы и камеру прессования (для холодной камеры прессования) специальной смазкой, которая предохраняет поверхность пресс-формы от химического, механического и теплового воздействия струи заливаемого металла, предотвращает “приваривание” отливки к пресс-форме, а так же уменьшает усилие при извлечении из нее стержней и вставок. Для отливки из алюминиевых сплавов используют водоэмульсионные смазки типа Графитол-Э и Прессол-Э, содержащих воду
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.