Глава 3. Расчет цеха.
Выбор и расчёт оборудования литейных цехов, а также определение необходимых производственных площадей следует проводить в следующей последовательности, соответствующей технологическому процессу.
3.1. Плавильное отделение.
3.1.1. Определение массы выплавляемого металла.
Для того, чтобы просчитать все затраты, необходимо учесть, что в литейном производстве часть металла расходуется на литники, прибыли и другие технологически неизбежные потери металла (угар, брак). Для того, чтобы рассчитать потребность в материальных ресурсах для получения жидкого металла с целью обеспечения программы всего цеха, составляется структурный баланс жидкого металла, так, как показано в таблице 3.1.1.1. и 3.1.1.2.
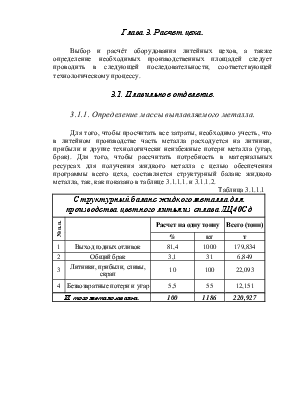
Таблица 3.1.1.1
|
Структурный баланс жидкого металла для производства цветного литья из сплава ЛЦ40Сд |
||||
|
№ п.п. |
Расчет на одну тонну |
Всего (тонн) |
||
|
% |
кг |
т |
||
|
1 |
Выход годных отливок |
81,4 |
1000 |
179,834 |
|
2 |
Общий брак |
3,1 |
31 |
6,849 |
|
3 |
Литники, прибыли, сливы, скрап |
10 |
100 |
22,093 |
|
4 |
Безвозвратные потери и угар |
5,5 |
55 |
12,151 |
|
И того металозавалка |
100 |
1186 |
220,927 |
|
|
Таблица 3.1.1.2. |
||||
|
Структурный баланс жидкого металла для производства цветного литья из сплава БрО5Ц5С5 |
||||
|
№п.п. |
Расчет на одну тонну |
Всего (тонн) |
||
|
% |
кг |
т |
||
|
1 |
Выход годных отливок |
81,5 |
1000 |
4825,741 |
|
2 |
Общий брак |
5 |
50 |
296,058 |
|
3 |
Литники, прибыли, сливы, скрап |
8 |
80 |
473,692 |
|
4 |
Безвозвратные потери и угар |
5,5 |
55 |
325,664 |
|
И того металозавалка |
100 |
1185 |
5921,155 |
|
3.1.2. Технологический процесс плавки медных сплавов.
Основным плавильным агрегатом для плавки медных сплавов является индукционная тигельная печь промышленной частоты.
Приготовление латуни (ЛЦ40Сд) ведется в индукционной печи, футерованной кварцем. Особенность плавки — высокая летучесть цинка, обусловленная низкой температурой его кипения (907°С). По этой причине из–за сильного перегрева верхних слоев расплава нерациональна плавка в дуговых печах.
В качестве защитного покрова используем древесный уголь, который загружается в печь вместе с первой порцией шихты. Для получения шлака «сухим» и сыпучим добавляем 0,1 % (по массе) криолита, что способствует лучшему отделению корольков металла. Иногда вместо древесного угля применяем флюс, состоящий из 50% стекла и 50% плавикового шпата.
При выплавке латуни сначала расплавляют медь; в расплав вводят цинкосодержащие отходы и вторичную латунь. Сплав нагревают до 1000—1050°С и перед заливкой в него вводят цинк и свинец. Медь перед введением цинка или цинкосодержащих отходов не раскисляют, так как цинк сам является хорошим раскислителем, а оксиды его не растворяются в расплаве и легко всплывают.
Готовность сплава оценивают пробами на излом и газонасыщенность. Если излом мелкозернистый, а на поверхности пробы отсутствуют ликвационные наплывы, сплав разливают. В том случае, когда на поверхности пробы образуются выпоты, расплав дегазируют перегревом.
Плавку бронзы БрО5Ц5С5 ведём в окислительной атмосфере под слоем древесного угля или флюса (сода+древесный уголь). Вначале под слоем угля расплавляют медь и нагревают её до 1100—1150°С. Затем в расплав вводят лигатуру.
3.1.3. Расчет оборудования и шихтовых материалов.
Для получения сплава с требуемым химическим составом произведем расчет шихты БрО5Ц5С5, который сводим в таблицу_3.1.3.1.
Таблица 3.1.3.1.
Расчет шихты для сплава О5Ц5С5 ГОСТ 613-79 |
|||||||||
|
№ п.п. |
Наименование шихтовых материалов |
Марка материала |
Содерж. мат. в шихте в % к метало завалке |
Содержание основных элементов |
|||||
|
Олово |
Цинк |
Свинец |
|||||||
|
в мате-риале |
в шихте |
в мате-риале |
в шихте |
в мате-риале |
в шихте |
||||
|
1 |
Бронза чушковая |
О5Ц6С5 |
81,4 |
4,2 |
3,419 |
5,1 |
4,151 |
4,5 |
3,663 |
|
2 |
Возврат собст. Пр-ва |
13 |
4,547 |
0,591 |
4,81 |
0,625 |
4,603 |
0,598 |
|
|
3 |
Олово |
О-5 |
0,7 |
99,56 |
0,697 |
- |
- |
- |
- |
|
4 |
Цинк чушковый |
Ц-3 |
0,5 |
- |
- |
98,7 |
0,494 |
- |
- |
|
5 |
Свинец |
С-1 |
0,4 |
- |
- |
- |
- |
99,9 |
0,399 |
|
6 |
Стружка |
4 |
4,547 |
0,182 |
4,81 |
0,192 |
4,603 |
0,184 |
|
|
Итого |
100 |
4,889 |
5,463 |
4,845 |
|||||
|
Угар (-) % |
-7% |
-0,342 |
-12% |
-0,655 |
-5% |
-0,242 |
|||
Содержание в жидком металле |
4,5465 |
4,8071 |
4,6029 |
||||||
Требуемый состав |
4 — 6 |
4 — 6 |
4 — 6 |
||||||
Исходя из потребности металла (см. таблицы 3.1.2.1. и 3.1.2.2.), определим потребное количество печей по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.