
ДВУХСТОЕЧНЫЙПРОДОЛЬНО-СТРОГАЛЬНЫЙСТАНОК МОДЕЛИ 723IA
Общая характеристика станка
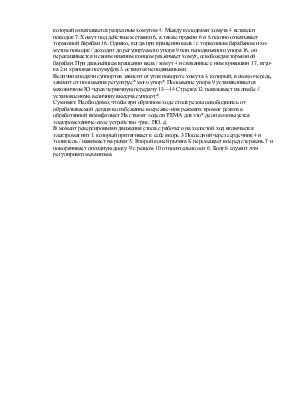
Назначение станка. Станок предназначен для обработки горизонтальных, вертикальных и наклонных плоскостей, а также линейчатых поверхностей у крупных деталей большой длины. На станке могут быть одновременно обработаны детали средних размеров, устанавливаемые рядами на столе.
Основные узлы станка:
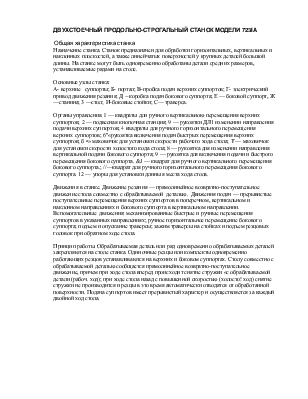
А- верхние суппорты; Б- портал; В-пробка подач верхних суппортов; Г- электрический привод движения резания; Д ~ коробка подач бокового суппорта; Е — боковой суппорт, Ж —станина; 3 —стол; И-боковые стойки; С— траверса.
Органы управления. I — квадраты дли ручного вертикальною перемещения верхних суппортов; 2 — подвесная кнопочная станция; 9 — рукоятки ДЛ1 изменении направления подачи верхних суппортов; 4 квадраты для ручного горизонтального перемещения верхних суппортов; 6"«рукоятка включения подач быстрых перемещения верхних суппортов; б •» маховичок для установки скорости рабочего хода стола; Т — маховичок для установки скорости холостого кода стола; 8 — рукоятка для изменении направления вертикальной подачи бокового суппорта; 9 — рукоятка для включения подачи и быстрого перемещения бокового суппорта. &J — квадрат для ручного вертикального перемещения бокового суппорта.; //—квадрат для ручного горизонтального перемещения бокового суппорта. 12 — упоры для установки длины я места хода стола.
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение стола совместно с обрабатываемой деталью. Движения подач — прерывистые поступательные перемещения верхних суппортов в поперечном, вертикальном и наклонном направлениях и бокового суппорта в вертикальном направлении. Вспомогательные движения: механизированные быстрые и ручные перемещения суппортов в указанных направлениях; ручное горизонтальное перемещение бокового суппорта; подъем и опускание траверсы; зажим траверсы на стойках и подъем резцовых головок при обратном ходе стола.
Принцип работы. Обрабатываемая деталь или ряд одновременно обрабатываемых деталей закрепляются на столе станка. Одиночные резцы или комплекты одновременно работающих резцов устанавливаются на верхних и боковом суппортах. Столу совместно с обрабатываемой деталью сообщается прямолинейное возвратно-поступательное движение, причем при ходе стола вперед происходит снятие стружки «с обрабатываемой детали (рабоч. ход); при ходе стола назад с повышенной скоростью (холосто! ход) снятие стружки не производится и резцы в это время автоматически отводятся от обработанной поверхности. Подача суппортов имеет прерывистый характер и осуществляется за каждый двойной ход стола.
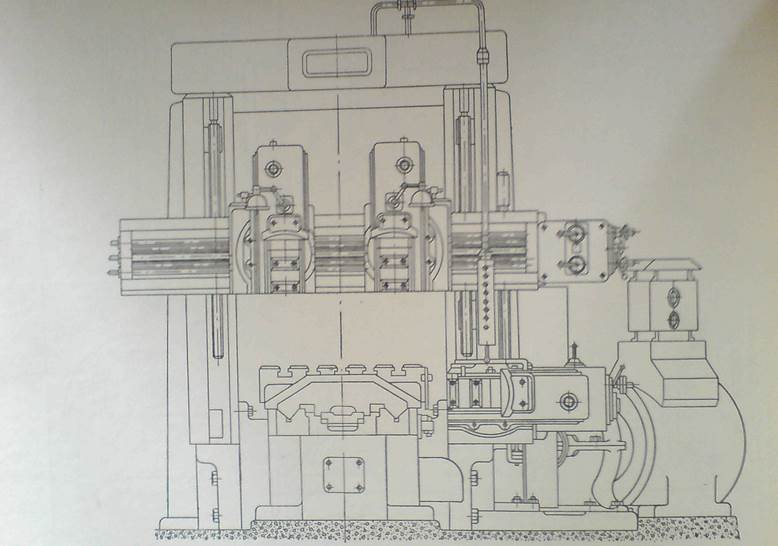
Общий вид станка модели 7231А
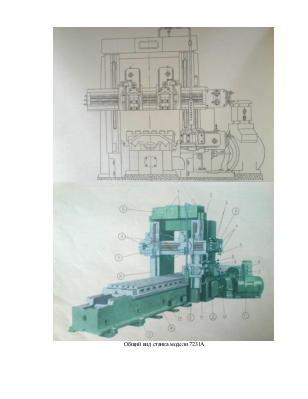
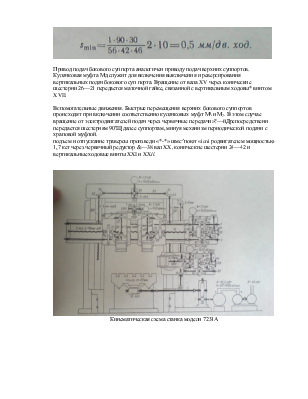
Кинематика станка модели 7231А
Движение резания. Стол получает движение от электродвигателя постоянного тока мощностью 16,2 кВт через соединительную муфту» вал /, косозубые колеса 20—99. карданный вал // и червячно-реечную передачу. Максимальная скорость движения стола Vmax, определяется выражением:

Скорость обратного хода стола может быть в три раза больше рабочей, но не выше 76 м/мин.
Движение подач. Подача верхних и боковых суппортов осуществляется от отдельных электродвигателей и независимых коробок подач. При каждом изменении! направления вращения главного электродвигателя происходит также реверсирование электродвигателей подач, причем при рабочем ходе стола осуществляется зарядка коробок подач, а при обратном холостом ходе стола — подача суппортов. Работа привода подач верхних суппортов протекает следующим образом. При включении электродвигателя мощностью 1,7 кет вращение передается через вал /// и червячную передачу 2—34 валу IV. На этом валу жестко закреплен шкив Ш\, охватываемый подпружиненными тормозными колодками. Последние с >помощью пальца связаны с кривошипом К\, жестко закрепленным на полом валике, <на левом конце которого на направляющей шпонке сидит храповая полумуфта Mi. Следовательно, при .вращении вала IV вращаются шкив Ш1 тормозные колодки, кривошип К1 и полумуфта М2. Однако угол поворота колодок и соответственно кривошипа с полумуфтой. М2 ограничен с одной стороны .неподвижным упором Ун , а с другой — подвижным упором Уп, в которые тормозные колодки упираются своим поводком. Последний при подходе к упору разжимает тормозные колодки, прекращая их вращение.
Для сообщения подачи суппортам включаетсжийраповая муфта Мг, соединяющая кривошип Ki с широкой распределительной шестерней 90. При вращении кривошипа по часовой стрелке (при обратном ходе стола) храповая муфта М2 передает вращение распределительной шестерне 90.
При вращении кривошипа против часовой стрелки (при рабочем ходе стола) храповая муфта проскакивает и шестерня 90 остается неподвижной.
Вал V передает движение подачн правому верхнему суппорту, а вал X — левому. При включении кулачковой муфты Mg вправо вращение от вала V через соединительную муфту, ходовой вал, шестерни -30—46 л кулачковую муфту М» передается маточной гайке, связанной с ходовым винтом VI, благодаря чему правый верхний суппорт получает горизонтальную подачу.
При .включении кулачковой муфты М5 влево вращение от шестерни 46 через конические шестерни 23—23 и 20—20 передается маточной гайке, связанной с вертикальным ходовым винтом Vlli, н суппорт получает вертикальную подачу.
Муфтой М« производится включение подач левого верхнего суппорта. В этом случае движение заимствуется от вала X. Изменение величины подачн достигается перестановкой подвижного упора У„ с помощью маховичка и червячной передачи Я—50. Тре- * буемая величина подачи устанавливается по лимбу Л.
Минимальная подача суппортов будет при установке подвижного упора У п из расчета (поворота храповой муфты Ма на один зуб.
Величина минимальной подачи s ш!„ для горизонтального перемещения верхних суппортов определится из выражения

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.