

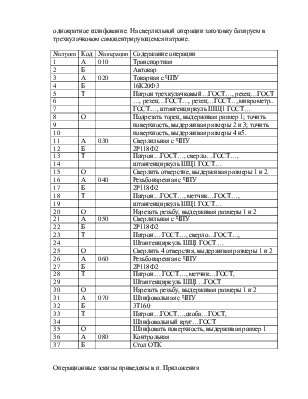























поверхность с шероховатостью Ra0,8 назначаем точение чистовое и однократное шлифование. На сверлильной операции заготовку базируем в трехкулачковом самоцентрирующемся патроне.
|
№строки |
Код |
№операции |
Содержание операции |
|
1 |
А |
010 |
Транспортная |
|
2 |
Б |
Автокар |
|
|
3 |
А |
020 |
Токарная с ЧПУ |
|
4 |
Б |
16К20Ф3 |
|
|
5 |
Т |
Патрон трехкулачковый…ГОСТ…, резец…ГОСТ |
|
|
6 |
…, резец…ГОСТ…, резец…ГОСТ…,микрометр.. |
||
|
7 |
ГОСТ…, штангенциркуль ШЩ1 ГОСТ… |
||
|
8 |
О |
Подрезать торец, выдерживая размер 1; точить |
|
|
9 |
поверхность, выдерживая размеры 2 и 3; точить |
||
|
10 |
поверхность, выдерживая размеры 4 и5. |
||
|
11 |
А |
030 |
Сверлильная с ЧПУ |
|
12 |
Б |
2Р118Ф2 |
|
|
13 |
Т |
Патрон…ГОСТ…, сверло…ГОСТ…, |
|
|
14 |
штангенциркуль ШЦ1 ГОСТ… |
||
|
15 |
О |
Сверлить отверстие, выдерживая размеры 1 и 2. |
|
|
16 |
А |
040 |
Резьбонарезная с ЧПУ |
|
17 |
Б |
2Р118Ф2 |
|
|
18 |
Т |
Патрон…ГОСТ…, метчик…ГОСТ…, |
|
|
19 |
штангенциркуль ШЦ1 ГОСТ… |
||
|
20 |
О |
Нарезать резьбу, выдерживая размеры 1 и 2 |
|
|
21 |
А |
050 |
Сверлильная с ЧПУ |
|
22 |
Б |
2Р118Ф2 |
|
|
23 |
Т |
Патрон… ГОСТ…, сверло…ГОСТ…, |
|
|
24 |
Штангенциркуль ШЦ1 ГОСТ… |
||
|
25 |
О |
Сверлить 4 отверстия, выдерживая размеры 1 и 2 |
|
|
26 |
А |
060 |
Резьбонарезная с ЧПУ |
|
27 |
Б |
2Р118Ф2 |
|
|
28 |
Т |
Патрон… ГОСТ…, метчик…ГОСТ, |
|
|
29 |
Штангенциркуль ШЦ1…ГОСТ |
||
|
30 |
О |
Нарезать резьбу, выдерживая размеры 1 и 2 |
|
|
31 |
А |
070 |
Шлифовальная с ЧПУ |
|
32 |
Б |
3Т160 |
|
|
33 |
Т |
Патрон…ГОСТ…,скоба…ГОСТ, |
|
|
34 |
Шлифовальный круг…ГОСТ |
||
|
35 |
О |
Шлифовать поверхность, выдерживая размер 1 |
|
|
36 |
А |
080 |
Контрольная |
|
37 |
Б |
Стол ОТК |
Операционные эскизы приведены в п. Приложения
1.4 Нормирование технологического процесса.
Технические нормы времени в условиях массового и серийного производства устанавливается расчетно-аналитическим методом.
В серийном производстве определяется норма штучно калькуляционного времени Тшк:
Тшк=Тпз/n+Тшт;
где, Тпз- подготовительно-заключительное время, мин.
n- количество деталей в настроечной партии, шт;
Тшт- норма штучного времени;
Тшт=То+Тв+Тоб+Тот;
где То- основное время, мин;
Тв- вспомогательное время, мин;
Тв=Тус+Тзо+Туп+Тщ;
где Тус- время на установку и снятие детали, мм;
Тзо- время на закрепление и открепление детали, мин;
Туп- время на приемы управления, мин;
Тоб- время на обслуживание рабочего места, мин;
Тоб=Ттех+Торг
где Ттех- время на техническое обслуживание рабочего места, мин;
Торг- время на организационное обслуживание, мин;
Тот- время перерывов на отдых и личные надобности, мин;
Основное время То вычисляется на основании принятых режимов резания.
Для шлифовальных операций:
Ттех= То*tп/Т
где tп- время на одну правку шлифовального круга
Оперативное время Топ=То+Тв, а общее время на обслуживание рабочего места и отдых в серийном производстве
Тоб.от=Топ*Поб.от/100;
Время перерывов на отдых и личные надобности при нормировании работ:
Тот=То*Пот/100, где Пот- затраты времени на отдых в процентном отношении к оперативному.
Приведенные выше формулы для всех операций, кроме шлифовальных, можно представить в виде:
Тшк=Тпз*(n+То+(Тус+Тзо+Туп+Тиз)*К+Тоб.от; для шлифовальных операций:
Тшк=Т*(n+То+(Тус+Тзо+Туп+Тиз)*К+Ттех+Торг+Тот)
1.5 Выбор оборудования, систем транспортирования и управления.
К основному технологическому оборудованию автоматизированного производства относятся металлорежущие станки, к которым предъявляются следующие основные требования:
а) обработка должна вестись в автоматическом режиме;
б) возможность быстрой переналадки оборудования при смене объекта производства;
в) компоновачная и программная стыковка основного оборудования с транспортно-наложительными системами, промышленными роботами и другими системами, входящими в состав участка.
В соответствии с вышеуказанными требованиями выбираем необходимое оборудование: станок модели 16К20Ф3 и 2Р118Ф2
Наиболее важным элементом автоматизированных участков, выполняющих роль основного организующего и связующего звена, является автоматизированная транспортно-складская система (АТСС). АТСС в значительной степени определяет компоновку, функциональные возможности и стоимость линий, а также надежность её работы.
В данном случае доставка заготовок в механические цехи, транспортировка готовых деталей на сборку или склад производится электрокаром грузоподъёмностью 0,75т с подъёмной платформой. На электрокарах с подъёмной платформой грузы перевозятся в ящиках на ножках. Электрокары маневренны и бесшумны в работе, не загрязняют воздух выхлопными газами электродвигателя. Электрокары экономичнее применять при отсутствии промежуточных складов и штабелировании грузов.
Транспортировку между станками, обслуживание станков производит промышленный робот «Универсал 5.02». Контроль и управление линией осуществляет оператор с контрольно-диспетчерского пункта.
Станки 16К20Ф3 и 2Р118Ф2 вынесены за пределы автоматического участка и обслуживаются рабочим многостаночником, который берет заготовки непосредственно из промежуточного склада по мере необходимости. Стружка с рабочих мест удаляется шнековым конвейером, в конце которого стоит тара, которая транспортируется электрокаром
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.