![]() 1.3
Разработка технологического маршрута обработки детали в условиях
автоматизированного производства.
1.3
Разработка технологического маршрута обработки детали в условиях
автоматизированного производства.
В данном технологическом процессе необходимо: проточить и профрезеровать все необходимые поверхности, отшлифовать заготовку до заданных параметров шероховатостей, расточить отверстия, а также просверлить необходимые отверстия.
Оборудование:
1. Автоматно-токарная, станок-1А24ОП-6.
2. Фрезерная операция, станок-6Р12.
3. Сверлильная операция, станок-2Н135.
Для токарной операции базируем в трехкулачковом патроне, при фрезерной операции используем специальное приспособление 7242-44612, а при сверлильной операции применяем кондукторную втулку и упоры.
Маршрутно-операционный техпроцесс изготовления детали представлен в таблице 1, а операционные эскизы на рисунках 3 – 6.
Таблица 1 – Маршрутно-операционная запись технологического процесса изготовления детали “Направляющая”.
|
Шифр записи, номер строки |
Содержание записи |
|
А 01 Б 02 Т 03 О 04 05 06 07 08 А 09 Б 10 Т 11 О 12 13 14 15 16 17 18 19 |
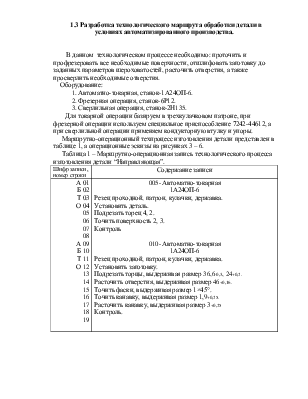
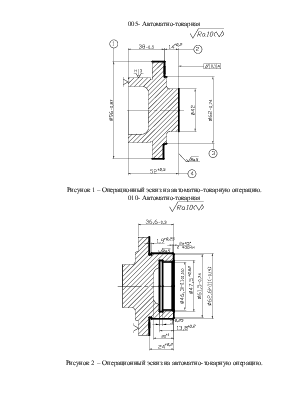
005- Автоматно-токарная 1А24ОП-6 Резец проходной, патрон, кулачки, державка. Установить деталь. Подрезать торец 4, 2. Точить поверхность 2, 3. Контроль 010- Автоматно-токарная 1А24ОП-6 Резец проходной, патрон, кулачки, державка. Установить заготовку. Подрезать торцы, выдерживая размер 36,6-0,3, 24+0,2. Расточить отверстия, выдерживая размер 46+0,16. Точить фаски, выдерживая размер 1×45°. Точить канавку, выдерживая размер 1,9+0,25. Расточить канавку, выдерживая размер 3+0,25 Контроль. |
005- Автоматно-токарная
Рисунок 1 – Операционный эскиз на автоматно-токарную операцию.
010- Автоматно-токарная
Рисунок 2 – Операционный эскиз на автоматно-токарную операцию.
Продолжение таблицы 1.
|
Шифр записи, номер строки |
Содержание записи |
|
А 01 Б 02 Т 03 О 04 05 06 07 А 08 Б 09 Т 10 О 11 12 13 14 А 15 Б 16 Т 17 О 18 19 20 21 22 А 23 Б 24 Т 25 О 26 27 28 29 А 30 Т 31 О 32 33 34 35 А 36 37 38 39 40 41 |
015- Вертикально-сверлильная 2Н135 Сверло. Установить заготовку. Сверлить три отверстия Ø14+0,43 и Ø9+0,3. Контроль. 020- Вертикально-сверлильная 2Н135 Сверло. Установить заготовку. Сверлить отверстие Ø24+0,14. Контроль. 025- Вертикально-фрезерная. 6Р12 Приспособление фрезерное, фреза. Установить деталь. Фрезеровать две боковые плоскости, выдерживая размеры 38-0,5, 35-0,5. Контроль. 030- Горизонтально-фрезерная. 6Р82Г Приспособление фрезерное, фреза. Установить деталь. Фрезеровать поверхность, выдерживая размер 80-1. Контроль. 035-Алмазно-расточная. Резец, патрон. Установить деталь. Расточить отверстие Ø25Н7(+0,021). Контроль. 040-Алмазно-расточная. Резец, патрон. Установить деталь. Расточить отверстие Ø47Js7. Подрезать торцы в размеры 14+0,1, 21+0,1, 15-0,4 Контроль. |
015- Вертикально-сверлильная
Рисунок 3 – Операционный эскиз на вертикально-сверлильную операцию.
020- Вертикально-сверлильная
Рисунок 4 – Операционный эскиз на вертикально-сверлильную операцию.
025- Вертикально-фрезерная.
Рисунок 5 – Операционный эскиз на вертикально-фрезерную операцию.
030- Горизонтально-фрезерная.
Рисунок 6 – Операционный эскиз на горизонтально-фрезерную операцию.
035-Алмазно-расточная.
Рисунок 7 – Операционный эскиз на горизонтально-фрезерную операцию.
040-Алмазно-расточная.
Рисунок 8 – Операционный эскиз на горизонтально-фрезерную операцию.
Продолжение таблицы 1.
|
Шифр записи, номер строки |
Содержание записи |
|
А 01 Б 02 Т 03 04 05 06 07 08 09 |
045- Вертикально-сверлильная 2Н125 Сверло. Установить деталь. Сверлить отверстие Ø5,8+0,3 Контроль. 050- Контрольная. |
045- Вертикально-сверлильная.
Рисунок 9 – Операционный эскиз на вертикально-сверлильную операцию.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.