1.Технологический раздел
1.1 Назначение детали или сборочной единицы
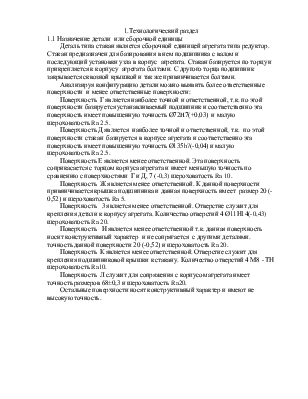
Деталь типа стакан является сборочной единицей агрегата типа редуктор. Стакан предназначен для базирования в нем подшипника с валом и последующий установки узла в корпус агрегата. Стакан базируется по торцу и прикрепляется к корпусу агрегата болтами. С другого торца подшипник закрывается сквозной крышкой и так же привинчивается болтами.
Анализируя конфигурацию детали можно выявить более ответственные поверхности и менее ответственные поверхности:
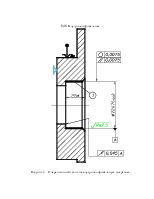
Поверхность Г является наиболее точной и ответственной, т.к. по этой поверхности базируется устанавливаемый подшипник и соответственно эта поверхность имеет повышенную точность Ø72H7(+0,03) и малую шероховатость Ra 2.5.
Поверхность Д является наиболее точной и ответственной, т.к. по этой поверхности стакан базируется в корпусе агрегата и соответственно эта поверхность имеет повышенную точность Ø135h7(-0,04) и малую шероховатость Ra 2.5.
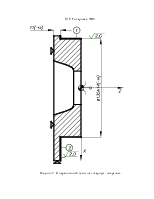
Поверхность Е является менее ответственной. Эта поверхность соприкасается с торцом корпуса агрегата и имеет меньшую точность по сравнению с поверхностями Г и Д, 7 (-0,3) шероховатость Ra 10.
Поверхность Ж является менее ответственной. К данной поверхности привинчивается крышка подшипника и данная поверхность имеет размер 20 (-0,52) и шероховатость Ra 5.
Поверхность 3 является менее ответственной. Отверстие служит для крепления детали к корпусу агрегата. Количество отверстий 4 Ø11Н14(-0,43) шероховатость Ra 20.
Поверхность И является менее ответственной т.к. данная поверхность носит конструктивный характер и не сопрягается с другими деталями. точность данной поверхности 20 (-0,52) и шероховатость Ra 20.
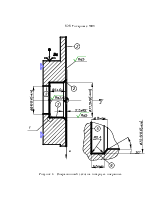
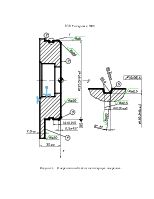
Поверхность К является менее ответственной. Отверстие служит для крепления подшипниковой крышки к стакану. Количество отверстий 4 М8 - ТН шероховатость Ra10.
Поверхность Л служит для сопряжения с корпусом агрегата имеет точность размеров 68±0,3 и шероховатость Ra20.
Остальные поверхности носят конструктивный характер и имеют не высокую точность.
1.2 Анализ детали с точки зрения её возможности обработки на автоматическом оборудовании.
Анализируя конструкцию детали типа стакан можно сказать, что конфигурация детали позволяет производить обработку поверхностей при помощи высокотехнологического оборудования с числено программным управлением.
На основании изучения работы узла , а также учитывая заданную годовую программу можно сказать что деталь сконструирована оптимально и не может подвергнутся упрощению конфигурации , т.к. упрощение конфигурации приведет к неправильной работе узла. Материал детали 18ХГТ можно заменить на 16ГТЛ, 20ХГС, 20ХГСА с точки зрения физико-химических свойств эти марки стали практически равны.
Конструкция детали позволяет производить обработку отверстий при помощи специального приспособления, типа много шпиндельной сверлильной головкой, что уменьшит время на перемещение инструмента и последующую обработку остальных отверстий.
Приданной конструкции детали и способе получения заготовки нельзя растачивать отверстия на проход.
Конфигурация детали достаточно проста и позволяет свободный доступ инструмента к обрабатываемым поверхностям, что упрощает обработку дано детали и позволяет использовать универсальный инструмент с небольшим числом приспособлений.
В данной конструкции детали присутствует 4 глухих отверстия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.