







изучением служебного назначения изделия и детали в нем, а также анализ детали на технологичность;
4) выбор вида заготовок, определение их размеров и припусков;
5) выбор баз, необходимых для обработки заготовок;
6) выбор маршрутов (методов) обработки отдельных поверхностей заготовки;
7) выбор маршрута изготовления детали в целом;
8) разработка отдельных операций техпроцесса, включая выбор типов и определение технических характеристик станочного оборудования, приспособлений, режущего и мерительного инструмента, режимов обработки, а также установление норм времени на обработку по каждой операции и определение квалификации работы;
9) оценка технико-экономической эффективности спроектированного технологического процесса;
10) оформление документации технологического процесса.
При проектировании операции уточняется ее содержание, устанавливается последовательность и возможность совмещения переходов во времени, выбирается оборудование, инструменты и приспособления, назначаются режимы резания, определяется норма времени на проведение операции, устанавливают настроечные размеры, а также составляется схема наладки.
Выбрав конкретные схемы по каждой операции, то есть, уточнив содержание операций, тем самым производятся очередные уточнения ранее намеченного маршрута обработки заготовки.
2. Разработка элементов маршрутно-операционного техпроцесса механообработки вала.
2.1 Выбор заготовки.
Выбор метода получения заготовки определяется:
- технологической характеристикой материала детали;
- конструктивными размерами и формой заготовки;
- требуемой точностью выполнения заготовки, шероховатостью и качеством ее поверхностных слоев;
- величиной объема выпуска и временем, на которое рассчитано выполнение этого задания.
На выбор метода выполнения заготовки оказывают влияние время подготовки технологической оснастки, наличие соответствующего технологического оборудования и желаемая степень автоматизации процесса. Выбранный метод должен обеспечивать наименьшую себестоимость изготовления детали, так как с повышением точности заготовки объем механообработки снижается. Однако при малом объеме выпуска не все методы могут оказаться рентабельными из-за того, что расходы на оснастку для заготовительных процессов экономически не окупаются.
Исходные данные:
-
диаметр вала по чертежу - Ø![]() ;
;
- расчетная длина вала 428мм.
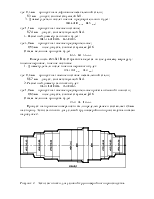
В условиях мелкосерийного типа производства в качестве заготовки принимаем штамповочную заготовку, полученную в закрытых штампах с последующей предварительной обработкой (нормализация) для уменьшения коробления и деформаций при последующей механообработке и закалке.
Для определения припусков используем расчетно-статистический метод.
Поверхность Ø82a11 Ra20. Обработка ведется по следующему маршруту: точение черновое, точение чистовое.
1. Диаметр детали после точения чистового будет Ø82 a11 – по чертежу.
2. Диаметр детали после точения чернового будет:
![]() ;
;
где 1,7 мм – припуск на точение чистовое незакаленной стали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.