3.2.
![]() Формовочно-заливочное отделение.
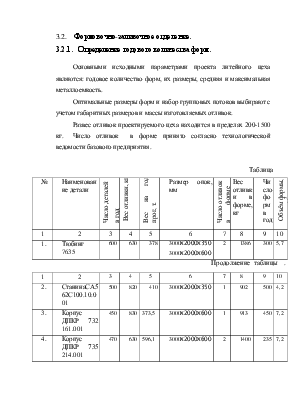
Формовочно-заливочное отделение.
Основными исходными параметрами проекта литейного цеха являются: годовое количество форм, их размеры, средняя и максимальная металлоемкость.
Оптимальные размеры форм и набор групповых потоков выбирают с учетом габаритных размеров и массы изготовляемых отливок.
Развес отливок проектируемого цеха находится в пределах 200-1500 кг. Число отливок в форме принято согласно технологической ведомости базового предприятия.
Таблица
|
№ |
Наименование детали |
Число деталей в год |
Вес отливки, кг |
Вес на год прог, т. |
Размер опок, мм |
Число отливок в форме |
Вес отливки в форме, кг |
Число форм в год |
Объём формы, м3 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1. |
Тюбинг 7635 |
600 |
630 |
378 |
3000Χ2000Χ350 3000Χ2000Χ600 |
2 |
1386 |
300 |
5,7 |
|
Продолжение таблицы . |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
2. |
СтанинаСА562С100.10.001 |
500 |
820 |
410 |
3000Χ2000Χ350 |
1 |
902 |
500 |
4,2 |
|
3. |
Корпус ДПКР 732 161.001 |
450 |
830 |
373,5 |
3000Χ2000Χ600 |
1 |
913 |
450 |
7,2 |
|
4. |
Корпус ДПКР 735 214.001 |
470 |
630 |
596,1 |
3000Χ2000Χ600 |
2 |
1400 |
235 |
7,2 |
|
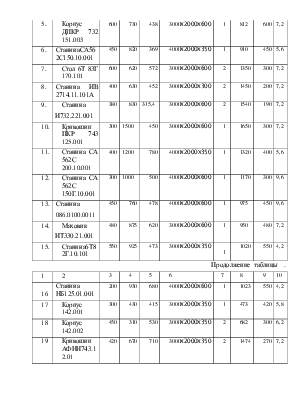
5. |
Корпус ДПКР 732 151.003 |
600 |
730 |
438 |
3000Χ2000Χ600 |
1 |
812 |
600 |
7,2 |
|
6. |
СтанинаСА562С150.10.001 |
450 |
820 |
369 |
4000Χ2000Χ350 |
1 |
910 |
450 |
5,6 |
|
7. |
Стол 6Т 83Г 170.101 |
600 |
620 |
572 |
3000Χ2000Χ600 |
2 |
1350 |
300 |
7,2 |
|
8. |
Станина ИВ 2714.11.101А |
400 |
630 |
452 |
3000Χ2000Χ300 |
2 |
1450 |
200 |
7,2 |
|
9. |
Станина И732.221.001 |
380 |
830 |
315,4 |
3000Χ2000Χ600 |
2 |
1540 |
190 |
7,2 |
|
10. |
Кривошип ПКР 743 125.001 |
300 |
1500 |
450 |
3000Χ2000Χ600 |
1 |
1650 |
300 |
7,2 |
|
11. |
Станина СА 562С 200.10.001 |
400 |
1200 |
780 |
4000Χ2000Χ350 |
1 |
1320 |
400 |
5,6 |
|
12. |
Станина СА 562С 150Г.10.001 |
300 |
1000 |
500 |
4000Χ2000Χ600 |
1 |
1170 |
300 |
9,6 |
|
13. |
Станина 086.0100.0011 |
450 |
760 |
478 |
4000Χ2000Χ600 |
1 |
975 |
450 |
9,6 |
|
14. |
Маховик ИТ330.21.001 |
480 |
875 |
620 |
3000Χ2000Χ600 |
1 |
950 |
480 |
7,2 |
|
15. |
Станина6Т82Г.10.101 |
550 |
925 |
473 |
3000Χ2000Χ350 |
11 |
1020 |
550 |
4,2 |
|
Продолжение таблицы . |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
116 |
Станина НБ125.01.001 |
200 |
930 |
680 |
4000Χ2000Χ600 |
1 |
1023 |
550 |
4,2 |
|
17 |
Корпус 142.001 |
300 |
430 |
415 |
3000Χ2000Χ350 |
1 |
473 |
420 |
5,8 |
|
18 |
Корпус 142.002 |
450 |
310 |
530 |
3000Χ2000Χ350 |
2 |
682 |
300 |
6,2 |
|
19 |
Кривошип АФНИ743.12.01 |
420 |
670 |
710 |
3000Χ2000Χ350 |
2 |
1474 |
270 |
7,2 |
|
20 |
Корпус РМ650.01.001 |
570 |
720 |
470 |
4000Χ2000Χ600 |
1 |
792 |
300 |
6,2 |
|
ИТОГО |
7545 |
142 |
|||||||
Расчет количества установок приготовления формовочной смеси р:
 (3.4.1.)
(3.4.1.)
где: В - количество формовочной смеси на год в тоннах;
Кн - коэффициент неравномерности, Kн =1,1
П - производительность установки т/час;
Фд - действительный фонд времени.
P=48081*1.1/3975*12=1,11 шт
В номенклатуру цеха по изготовлению крупных литых заготовок входят отливки развесом от 300 до 1500 кг и габаритными размерами: длинна 1215- 2980 мм, ширина 486- 1300 мм, высота 197- 891 мм, для изготовления которых требуются опоки размером 3000×2000×350, 3000×2000×600, 4000×2000×350, 4000×2000×600, изготовленных по ЖСС-процессу с сушкой поверхности полуформы переносными сушилами.
Достоинство этого процесса заключаются в том, что смесь за счёт своего псевдожидкого состояния самотёком заполняет опоку, через 30-40 минут затвердевает, при этом не требуется дополнительного уплотнения. Кроме воздействия вибрации, для полного разрушения пузырьков пены, повышения достаточной прочности и газопроницаемости смеси.
На формовочном участке цеха крупного литья не применяются формовочные линии и формовочные машины. Изготовление форм происходит по ЖСС-процессу с сушкой поверхности полуформы переносными сушилами.
Достоинство этого процесса заключаются в том, что смесь за счёт своего псевдожидкого состояния самотёком заполняет опоку, через 30-40 минут затвердевает, при этом не требуется дополнительного уплотнения кроме воздействия вибрации, для полного разрушения пузырьков пены.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.