Мал. 5.
Базирование без белки по сопротивляющимся учредительным базам широко применяют в серийном и массовом производстве. При этом методе базирования необходимого положения обрабатываем! заготовки достигают при контакте сопротивляющихся баз заготовки и учредительных баз прибора.
В современном производстве базирования обробляємої заготовки по сопротивляющимся базам разрешает использовать автоматизацию обработки в пределах заданной точности, которая обеспечивается раньше установленными на потребуємий размер режущим инструментом или использованием упоров и копиров.
Основные схемы базирования.
Основными схемами базирования есть: 1) схема базирования призматических деталей; 2) схема базирования деталей обращения; 3) схема базирования коротких деталей обращения.
Схема базирования призматических деталей.
Эта схема прередбачає базирование заготовок деталей типа плит, крышек, картеров и др.
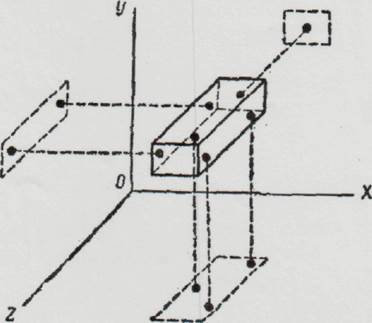
Каждая обробляєма заготовка призматической формы, если ее рассматривать в системе трех взаємо перпендикулярных вісєй (рис. 6), может иметь шесть степеней свободы; три перемещения вдоль вісєй Ох, Оу, Оz и три перемещения при повороте относительно тех же вісєй.
|
|
|
Мал. 6. |
Положение заготовки в просторные определяется шістю координатами, изображенными на рис.6.
Три степени свободы ограничиваются тремя координатами, которые определяют положение заготовки относительно плоскости хоz. Две степени свободы ограничиваются двумя координатами, которые определяют положение заготовки относительно плоскости уоz Шестая координата, которая определяет положение заготовки относительно плоскости хоу, ограничивает последнюю степень свободы.
Этот прялок установки заготовок призматической формы называется правилом шести точек.
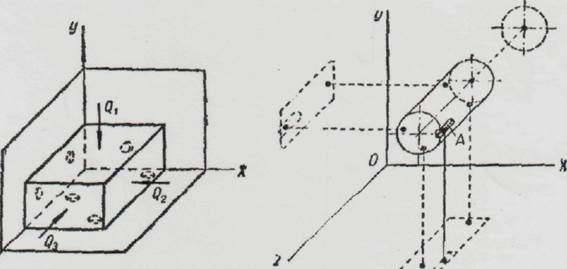
На рис. 7 приведенная схема положения обробляємої заготовки в приборе, где силы зажима Q1, Q2, Q3 образовывают силовое замыкание базирования заготовки.
|
|
Мал. 7 Мал.8
Схема базирования деталей обращения.
На рис. 8 видно, что положение вехе валика в просторные определяется пятью координатами, которые забирают у нее пять степеней свободы перемещения в направлениях вісєй Ох, Оу, ОZ и обращение вокруг вісєй Ох и Оу.
Шестая степень свободы, т.т обращение вокруг своей вехе, в данном случае ограничивается координатой, проведенной от поверхности шпоночної канавки А.
|
|
|
|
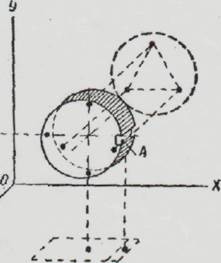
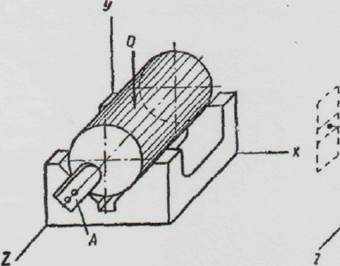
Мал. 9 Мал, 10
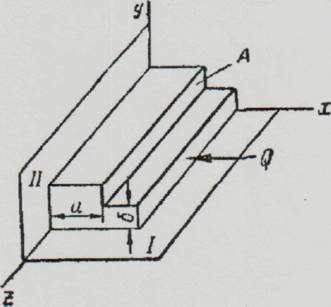
На рис. 9 приведенная схема положения обробляємої заготовки в призме прибора, где торцевая поверхность валика, которая прижата к ограничителю А прибора, является упорной базой, а шестая степень свободы ограничивается приложенной силой зажима Q.
Схема базирования коротких деталей обращения.
К коротким деталям обращения относят диски, кольца и др. Главной базой в ціх деталей есть торцевая поверхность, на которой размещаются сопротивляющиеся точки (рис. 10).
Две сопротивляющиеся точки, которые размещены на короткой цилиндрической поверхности, образовывают двойную упірну учредительную базу.
Шестая степень свободы ограничивается в данном случае шпоночним пазом А или силовым замыканием.
Схемы полного базирования используют при необходимости получить координируя размеры в трех направлениях по вісям х, в, 2; для базирования таких заготовок необходимо иметь комплект с трех баз.
При необходимости получения размеров в двух или только в одном направлении можно использовать схему зпрощенного базирование .
|
|
|
Мал. 11 |
На рис. 11 приведенная заготовка уступом А, который подлежит обработке, его положение определяется размерами а, б. Этот пример характеризует схему зпрощеного базирование с одной ступінню свободы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.