а (рис. 4). Припуск отдаляется, начиная из торца вала, за три перехода: 1 - обточується степень В,
2 - степень Б й 3 - степень А.
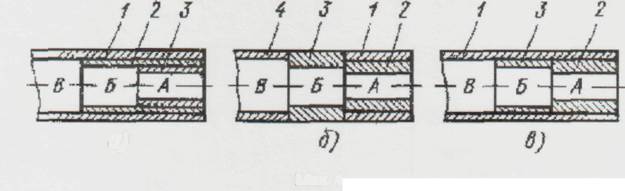
Мал. 4.
При обработке вала по схеме бы (рис. 4) каждая степень вала обточується отдельно за четыре перехода: 1 и 2 - степень А (вследствие большого припуска), 3 - степень Б, 4 - степень В. При обработке вала по схеме в (рис. 4) степень В обточується за переход 1, степень А - за переход 2 и степень Б - за переход 3. На выбор схемы обработки трехступенчатого вала влияет величина припуска на отдельных ступінях и соотношение их диаметра и длины. Та схема, при которой время обработки меньше всего, будет наиболее удобной. При чистовом обтачивании порядок обработки ступіней вала зависит от выбора баз и точности обработки. Если диаметры ступіней вала имеют значительную разность, то рекомендуется сначала обтачивать ступіні большого диаметра, а последней - степень меньшего диаметра. Способ установки и закрепление искусственных заготовок на станке выбирают в зависимости от размеров, твердости и точности изготовленной детали. Если заготовка устанавливается в патроне станка, то длина части, которая затискается, должна быть не менее 1/3 общей длины заготовки, а длина выступающей части - не более 2-3 диаметров. Заготовку, установленную в патроне, проверяют на битье. Для этого к заготовке которая оборачивается поднимают мел к прикосновенью цилиндрической поверхности. После остановки шпинделя легкими ударами молотка перемещают к центру выступающую (очерченным мелом) поверхность заготовки и потом при повторных включениях добиваются, чтобы риска на поверхности детали была почти кольцевой. После этого проверяют надежность закрепления заготовки. Более длинные заготовки закрепляют в патроне и подгребают задним центром в зацентрованный торец заготовки. При обработке партии заготовок (деталей) стремятся сократить потери времени, связанные с белкой и закреплением заготовки. Для этого применяют патроны с механизированным зажимом и установочно-затискні или самоцентруючі механизмы, , что обеспечивают одновременную установку заготовки в необходимое для обработки положения и ее зажим. К таким механизмам относятся цанговые, мембранные приспособления с электромагнитным, магнитным, гидро и пневмоприводом и др.
Методы базирования.
Используют два метода базирования заготовок деталей перед обработкой: 1) с белкой по проверочным учредительным базам; 2) без белки по опорным базам.
При базировании с белкой в качестве проверочных баз используют поверхности которые обрабатывают или розміточні риски, т.т. скрытые базы.
В обеих случаях нужное положение обробляємої заготовки обеспечивается рядом белок до тех пор, пока не будет достигнута необходимая точность обработки.
На рис.5 показанная белка заготовки корпусной детали плиты 2 по проверочной учредительный базе на домкратах 1 с помощью реймуса 3.
Базирование с белкой по проверочным базам вызывает необходимость разметки, в следствие чего этот способ используют в индивидуальном или мелкосерийном производстве.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.