


















Вступ
Метою даної роботи є розроблення технологічного процесу виготовлення деталі “Кришка” .
Під час виконання роботи розв’язуються наступні задачі:
- аналіз службового призначення та відпрацювання деталі на технологічність;
- розробка технологічного процесу виготовлення деталі “Кришка“, тобто призначення послідовності виконання операцій , вибір устаткування для кожної операції технологічного процесу , вибір методу виготовлення заготовки.
1.Визначення службового призначення деталі і умов її роботи в узлі
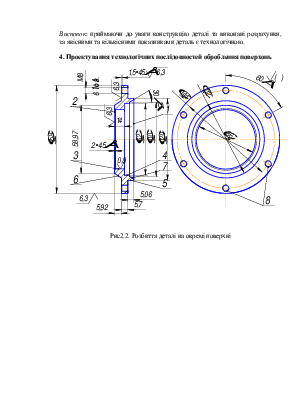
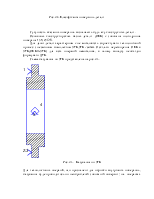
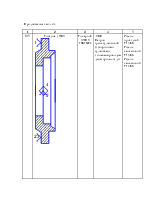
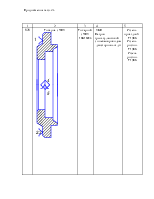
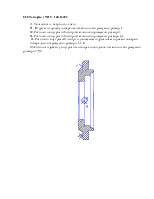
Аналіз складального креслення вузла, в який входить деталь “Кришка” (рис.1.1) , а також розглянувши конфігурацію деталі та її габарити 158x30 можна передбачити, що кришка належить до деталей середнього машинобудування .
Кришка призначена для закриття масляного насосу,
подачи мастила та запобігання його витіканню.В середені отворів Æ86Н8 та Æ105Н8
знаходиться вал, точний діаметр призначенний для приєднання кришки, а паз Æ120![]() 8,5 для надівання
запобіжного ущільнення який запобігає витіканню мастила. Приєднання кришки
відбувається за допомогою 6 різьбових отворів М12-7Н.
8,5 для надівання
запобіжного ущільнення який запобігає витіканню мастила. Приєднання кришки
відбувається за допомогою 6 різьбових отворів М12-7Н.
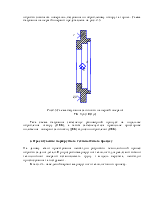
На деталь в процесі експлуатації діють значні, довготривалі знакозмінні навантаження .
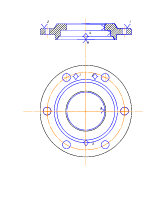
При виготовленні особливу увагу необхідно приділити обробленню центральних отворів Æ86Н8, Æ105Н8 та їх перпендикулярність до торців.
Матеріал виготовлення деталі – Чавун СЧ20 ГОСТ 1412-85.
Приймаючи до уваги інформацію наведену вище можна зробити висновки: деталь кришка працює в умовах довготривалих знакозмінних навантажень, не зазнає впливу агресивних середовищ. Матеріал деталі задовольняє всім пред’явленим вимогам та забезпечує добру роботоздатність деталі у виробі .
На кресленні деталі є достатня кількість розмірів, видів та розрізів, що забезпечує повне розуміння конструктивних особливостей деталі.
2. Призначення типу виробництва
Найточніше тип виробництва розраховується за формулою :
 , але враховуючи
неможливість виконання розрахунку за даною формулою використовуємо наближений
метод визначення типу виробництва, за масою деталі (m), та річним обсягом випуску (
, але враховуючи
неможливість виконання розрахунку за даною формулою використовуємо наближений
метод визначення типу виробництва, за масою деталі (m), та річним обсягом випуску (![]() ).
).
Маса деталі m=15,2 кг; Річний обсяг
випуску ![]() =9000 шт.
=9000 шт.
За цими даними деталь належить до середньосерійного
типу виробництва з коефіцієнтом закріплення операцій з ![]() =12.
=12.
Висновок: всі подальші розрахунки будемо виконувати для умов середньосерійного
виробництва з коефіцієнтом закріплення операцій ![]() =12.
=12.
3. Відпрацювання деталі на технологічність
Технологічність – це властивість виробу , яка забезпечує найбільш просту реалізацію технологічного процесу .
Відпрацювання деталі на технологічність представляє собою комплекс заходів по забезпеченню необхідного рівня технологічності конструкції по встановленим показникам , направлена на підвищення продуктивності праці, зниженню витрат і скорочення часу на виготовлення виробу з забезпеченням належного рівня якості.
Оцінка технологічності може бути двох видів :
- якісна ;
- кількісна.
Якісна оцінка характеризує технологічність конструкції узагальнено на основі досвіду і допускається на усіх етапах проектування як попередня .
Кількісна оцінка технологічності виробу виражається числовим показником і раціональна у тому випадку коли ці показники сильно впливають на технологічність виробу.
3.1. Якісні показники технологічності
У цілому заготовка кришка технологічна .
Конструкція деталі складається з простих поверхонь , оброблення яких не потребує використання складного спеціального ріжучого інструменту. Конструкція кришки забезпечує вільний доступ різального та вимірювального інструмента . Достатня жорсткість деталі припускає роботу з використанням високих режимів різання . Оснащення , що використовується забезпечує точне та надійне базування в процесі обробки.
3.2. Кількісні показники технологічності
1. Рівень технологічності конструкції по точності обробки :
 ; (2.1)
; (2.1)
де![]() - відповідно базовий і
отриманий коефіцієнти точності обробки.
- відповідно базовий і
отриманий коефіцієнти точності обробки.
 ;
(2.2)
;
(2.2)
де ![]() - середній квалітет
точності обробки виробу;
- середній квалітет
точності обробки виробу;
![]() - кількість розмірів
однакового квалітету точності ;
- кількість розмірів
однакового квалітету точності ;
Тi- квалітет точності обробки.
Таблиця 2.1
|
Поверхня |
Квалітет точності |
||||
|
8 |
10 |
11 |
12 |
14 |
|
|
Циліндрична |
5 |
1 |
2 |
- |
4 |
Лінійна |
- |
- |
- |
4 |
12 |
|
Різьбова |
- |
- |
- |
3 |
- |
(2.3)
Підставивши значення в (2.3) отримаємо :

 , тобто за цим показником деталь технологічна.
, тобто за цим показником деталь технологічна.
2. Рівень технологічності конструкції по коефіцієнту шорсткості
 ;
(2.4) де
;
(2.4) де![]() - відповідно базовий і
отриманий коефіцієнти шорсткості поверхонь.
- відповідно базовий і
отриманий коефіцієнти шорсткості поверхонь.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.