1.25
![]() 1).Сверление ( 3,2¸12,5)
1).Сверление ( 3,2¸12,5)
![]() Зенкерование ( 3,2¸6,3 – черновое )
Зенкерование ( 3,2¸6,3 – черновое )
( 1,25¸3,2 – чистовое ) ВЫБИРАЕМ
Развёртывание ( 1,25¸2,5 – черновое )
( 0,62¸1,25 – чистовое )
2).Сверление ( 3,2¸12,5)
Растачивание ( 6,3¸12,5 – черновое )
( 1,6¸6,3 – получистовое )
( 0,8¸2,0 – чистовое )
![]()
![]() 1,25 1).Торцевое фрезерование (
3,2¸12,5 – черновое )
1,25 1).Торцевое фрезерование (
3,2¸12,5 – черновое )
![]() ( 1,0¸4,0 – чистовое ) ВЫБИРАЕМ
( 1,0¸4,0 – чистовое ) ВЫБИРАЕМ
( 0,32¸1,25 – тонкое )
2).Цилиндрическое фрезерование ( 3,2¸12,5 – черновое )
( 1,0¸4,0 – чистовое )
( 0,32¸1,25 – тонкое )
Rz40 1).Сверление
![]()
Rz20 1).Зенкование
![]()
Æ6H11 1).Сверление
Æ22Н7 1).Развёртывание
Æ18Н7 1).Развёртывание
При выборе технологических методов получения технических требований был использован “Справочник технолога-машиностроителя т.1” (глава 2 , стр.92¸94) .
Æ6H11 – ШЦ-I-125 ГОСТ 166-80
- Калибр гладкий нерегулируемый , диаметр 1¸6 мм. ГОСТ 14807-69
Æ22Н7 - Калибр гладкий нерегулируемый , диаметр 6¸75 мм. ГОСТ 14810-69
Æ18Н7 - Калибр гладкий нерегулируемый , диаметр 6¸75 мм. ГОСТ 14810-69
30h9 – ШЦ-I-125 ГОСТ 166-80
- ШР-250 ГОСТ 164-80
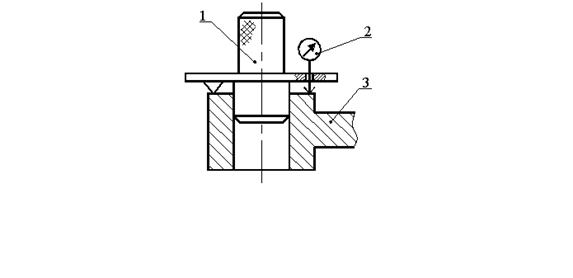
Схема измерения отклонения от перпендикулярности оси отверстия к плоскости торца детали
1–Центрируемое приспособление
2–Индикатор часового типа ( ИЧ-5 , ГОСТ 577-68 , цена деления 0,01 мм. )
3-Проверяемая деталь
1.Обработка торцевых поверхностей .
2.Обработка отверстий Æ22Н7 и Æ18Н7 .
3.Обработка фасок .
4.Обработка отверстия Æ6Н11 .
Выбираем вертикально-фрезерный станок модели ГФ2171, который оснащён системой ЧПУ , а так же можно допустить использование вертикально-фрезерного 6Р13РФ3 .
Сверло спиральное Æ17 мм. ГОСТ 2092-77
Зенкер цельный Æ17,9![]() мм. ГОСТ 12489-71
мм. ГОСТ 12489-71
Комплект машинных развёрток Æ18![]() мм. ГОСТ 1672-71
мм. ГОСТ 1672-71
Коническая зенковка Æ18 мм. ГОСТ 14953-69
Сверло спиральное Æ6 мм. ГОСТ 12489-71
Сверло спиральное Æ21 мм. ГОСТ 2092-77
Зенкер цельный Æ21,9![]() мм. ГОСТ 12489-71
мм. ГОСТ 12489-71
Комплект машинных развёрток Æ22![]() мм. ГОСТ 1672-71
мм. ГОСТ 1672-71
Коническая зенковка Æ22 мм. ГОСТ 14953-69
Призмы опорные ГОСТ 12195-66
Кондукторная втулка
Анализ технологичности детали .
1. Конструкция отливки обеспечивает возможность беспрепятственного отрезания прибыли литников и выпоров , выбивки стержней и удаления каркасов .
2. Толщина стенок подходит для данного метода литья .
3. Конструкция отливки удобна для её удаления из формы .
4. Рычаг имеет прямолинейную форму , что упрощается изготовление модели и формы , так как допускается разъём в одной плоскости .
5.
![]() Обеспечивается свободный подвод и отвод инструмента . Требования к
механической
Обеспечивается свободный подвод и отвод инструмента . Требования к
механической
6. Все поверхности обрабатываются на одном станке . обработке
На основание этих данных можно сделать вывод , что деталь является технологичной .
Коэффициент использования материала :
Ктид=1-(1/Аср)=1-[(n5+n6+…+ni)/(5n5+6n6+…+ini)]
Аср- средний квалитет точности детали
ni- число размеров детали соответствующего квалитета точности
Ктид=1- [(2+1+1)/(7*2+9*1+11*1)]=0.88
Коэффициент шероховатости :
Кш=10,8
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.