![]() 0,63 1). Обтачивание:
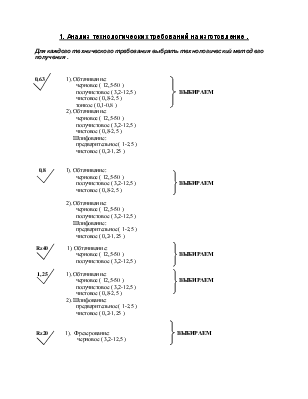
0,63 1). Обтачивание:
![]() черновое ( 12,5-50 )
черновое ( 12,5-50 )
получистовое ( 3,2-12,5 ) ВЫБИРАЕМ
чистовое ( 0,8-2,5 )
тонкое ( 0,1-0,8 )
2). Обтачивание:
черновое ( 12,5-50 )
получистовое ( 3,2-12,5 )
чистовое ( 0,8-2,5 )
Шлифование:
предварительное ( 1-2,5 )
чистовое ( 0,2-1,25 )
![]()
![]() 0,8 1). Обтачивание:
0,8 1). Обтачивание:
![]() черновое ( 12,5-50 )
черновое ( 12,5-50 )
получистовое ( 3,2-12,5 ) ВЫБИРАЕМ
чистовое ( 0,8-2,5 )
2). Обтачивание:
черновое ( 12,5-50 )
получистовое ( 3,2-12,5 )
Шлифование:
предварительное ( 1-2,5 )
чистовое ( 0,2-1,25 )
Rz40 1). Обтачивание:
![]() черновое ( 12,5-50 ) ВЫБИРАЕМ
черновое ( 12,5-50 ) ВЫБИРАЕМ
получистовое ( 3,2-12,5 )
1,25 1). Обтачивание:
![]() черновое ( 12,5-50 ) ВЫБИРАЕМ
черновое ( 12,5-50 ) ВЫБИРАЕМ
получистовое ( 3,2-12,5 )
чистовое ( 0,8-2,5 )
2). Шлифование:
предварительное ( 1-2,5 )
чистовое ( 0,2-1,25 )
![]() Rz20 1).
Фрезерование: ВЫБИРАЕМ
Rz20 1).
Фрезерование: ВЫБИРАЕМ
![]() черновое
( 3,2-12,5 )
черновое
( 3,2-12,5 )
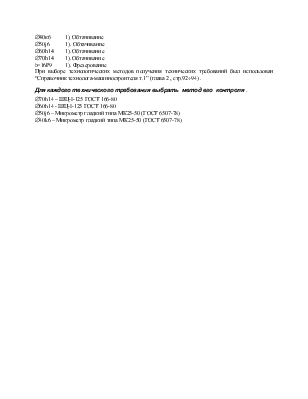
Æ40к6 1). Обтачивание
Æ50j6 1). Обтачивание
Æ60h14 1). Обтачивание
Æ70h14 1). Обтачивание
b=16P9 1). Фрезерование
При выборе технологических методов получения технических требований был использован “Справочник технолога-машиностроителя т.1” (глава 2 , стр.92¸94) .
Æ70h14 – ШЦ-I-125 ГОСТ 166-80
Æ60h14 - ШЦ-I-125 ГОСТ 166-80
Æ50j6 – Микрометр гладкий типа МК25-50 (ГОСТ 6507-78)
Æ40k6 – Микрометр гладкий типа МК25-50 (ГОСТ 6507-78)
В крупносерийном и массовом производстве применение специального профильного и периодического проката для изготовления заготовок в значительной степени сокращает, а часто и исключает их последующую обработку резанием. Материал: стали.
Производство: серийное и массовое. Стр.169.
С точки зрения технологичности деталь является технологичной, т.к. больших перепадов диаметров нет, на поерхностях под подшипники имеется канавка для выхода шлифовального круга, шпоночный паз расположен перпендикулярно оси вращения детали, на торцах детали имеются фаски. Данную шероховатость и качество поверхностей можно получить используя только токарное и фрезерное оборудование, что значительно снижает себестоимость детали и сокращает –время на ее изготовление. Т.к. вал находится в незакаленном состоянии то возможно применение недорогих цельных режущих и нструментов в отличии от сборных.
Заготовку для ступенчатого вала можно получить:
1. Ковкой.
2. Штамповкой.
3. Сортовым прокатом.
Для данного типа производства (массовое) целесообразно выбрать третий метод получения заготовки т.е. сортовым прокатом. КИМ у данного метода составляет 0,30.
Выбираем простой круглый сортовый профиль. Сталь горячекатанная круглая (ГОСТ 2590-71).
Выбираем пруток Æ72 мм.
1. Обработка торцевых поверхностей .
2. Обработка центровых отверстий .
3. Обработка ступеней вала .
4. Обработка шпоночного паза.
5. Обработка канавки и фасок.
Для обработки шпоночного паза выбираем вертикально-фрезерный станок модели ГФ2171, который оснащён системой ЧПУ , а так же можно допустить использование вертикально-фрезерного 6Р13РФ3 .
Для обработки ступеней вала, фасок и канавки выбираем токарный многорезцовый копировальный полуавтомат 1716Ц.
Токарный канавочный резец (ГОСТ 18874-73).
Шпоночная фреза (ГОСТ 9140-78).
Центровочное сверло из стали Р18 (ГОСТ 14952-75).
Самоцентрирующийся трехкулачковый патрон (ГОСТ 2675-51).
Центра (ГОСТ 8742-75).
Призматические тиски.
8. ТЕХНИЧЕСКОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.
Для токарных операций назначается:
n=500-1250 об/мин.
S=0,1-0,4 мм/об.
Для фрезерных операций:
V=25 м/мин.
Sz=0,016-0,08 мм/зуб.
Для центровых операций:
n=100 об/мин.
S=5,9 м/мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.