Рис. 10. Механическая звездочка (а) и схема ее работы (б).
Механическая звездка с индикатором и постоянным мерительным давлением
На рис. 11 показана схема механической звездки с индикатором 7 и пружиной 2, обеспечивающей постоянство мерительного давления и более высокую точность отсчета. Индикатор позволяет
отсчитывать отклонения размеров с точностью 0,01 мм, вместо
0,02 мм по нониусу.
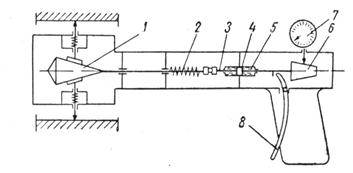
Рис. 11. Механическая звездочка с индикатором и постоянным мерительным давлением.
Индикаторные звездки и принцип их действия
 Индикаторные
звездки для обмера глубоких отверстий обеспечивают значительное сокращение
времени на обмер и более точное определение размеров диаметров отверстий по
сравнению
Индикаторные
звездки для обмера глубоких отверстий обеспечивают значительное сокращение
времени на обмер и более точное определение размеров диаметров отверстий по
сравнению
с
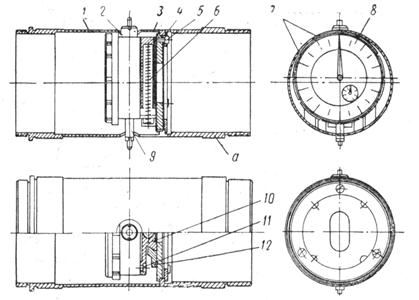
Рис. 12. Измерительный цилиндр индикаторной звездочки.
механическими звездками. Измерение диаметра отверстия индикаторными звездками производится путем ощупывания поверхности отверстия двумя измерительными стержнями, с применением индикатора часового типа
ПРИБОРЫ ДЛЯ КОНТРОЛЯ УВОДА И ИСКРИВЛЕНИЯ ОСИ ОТВЕРСТИЯ И РАЗНОСТЕННОСТИ ТРУБЫ
Теоретической осью глубокого отверстия называется прямая линия, соединяющая геометрические центры сечений отверстия на концах трубы.
Действительной осью глубокого отверстия называется линия в пространстве, представляющая собой геометрическое место центров поперечных сечений отверстия.
Таким образом, в тех случаях, когда действительная ось глубокого отверстия представляет собой кривую линию, действительная ось и теоретическая ось, пересекаясь, имеют по одной общей точке у каждого торцового среза. Расстояние между действительной и теоретической осями, измеренное в заданном поперечном сечении глубокого отверстия, будет определять величину искривления о с и в этом сечении.
Геометрическая ось вала или трубы - это линия, соединяющая геометрические центры сечений на концах вала или трубы.
Увод оси отверстия трубы -это расстояние между геометрическим центром сечения отверстия и геометрической осью трубы в заданном сечении.
Разностенностью трубы называется наибольшая разность в толщине стенок трубы, измеренная в заданном поперечном сечении трубы.
Увод и искривление оси глубокого отверстия целесообразно проверять в процессе изготовления трубы после следующих операций: сверления, термической обработки и правки, предварительного и чистового растачивания. Указанный контроль позволяет при дальнейшем правильном распределении припусков получать минимальные значения увода оси глубокого отверстия и разно-стенности трубы.
У готовой трубы проверяют увод и искривление оси глубокого отверстия и разностенность. Приборы, применяемые в настоящее время для контроля разностенности трубы, увода и искривления оси отверстия трубы, по своей конструкции и принципу работы могут быть рычажными или оптическими.
Рычажные приборы
Рычажные приборы для контроля увода, искривления оси и разностенности трубы бывают двух типов: с жестким рычагом и с качающим рычагом.
Стержневые приборы
На рис. 13. показана схема работы стержневого прибора, применяемого для проверки только разностенности труб. Прибор состоит из двух стержней 8 и 4, скрепленных между собой план-
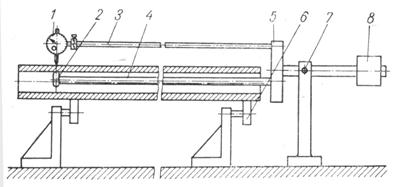
Рис. 13. Прибор с жестким рычагом.
кой 5. На измерительном стержне 4 крепится ролик 2, свободно вращающийся на шариковом подшипнике. На наружном стержне 3 крепится индикатор 1. Конструкцией крепления индикатора на стержне предусматривается возможность его радиального перемещения, чтобы обеспечить некоторый натяг измерительной ножке индикатора. Наружный диаметр ролика 2 берется на 1-1,5 мм меньше диаметра отверстия трубы.
Для определения разностенности измерительный стержень 4 вводят в отверстие на соответствующую глубину, а трубу, установленную на двух роликовых подставках 6, поворачивают на 360°.
Благодаря грузу 8 и возможности качания стержневого прибора вокруг оси 7, обеспечивается постоянное касание ролика 2 с поверхностью отверстия. Разностенность определяется при вращении трубы и равняется алгебраической разности между наибольшим и наименьшим показаниями стрелки индикатора за один оборот трубы.
Стержневой прибор имеет следующие преимущества: 1) определение разностенности может быть произведено с точностью
до ±0,03 мм (точность показаний выше, чем у других приборов);
прибор является переносным; 3) для определения разностенности не требуется занимать уникальное оборудование, так как измерение может производиться на обычных стеллажах с роликовыми призмами.
К недостаткам стержневого прибора следует отнести его малую жесткость. Вследствие этого при определении разностенности на значительной глубине (больше 2 м) точность измерений резко снижается.
Оптические приборы инж. Симонова
 На многих машиностроительных заводах
для контроля разностенности и искривления оси отверстий в трубах применяются
оптические приборы УМ-2 и УМ-3 конструкции инж. Симонова.
На многих машиностроительных заводах
для контроля разностенности и искривления оси отверстий в трубах применяются
оптические приборы УМ-2 и УМ-3 конструкции инж. Симонова.
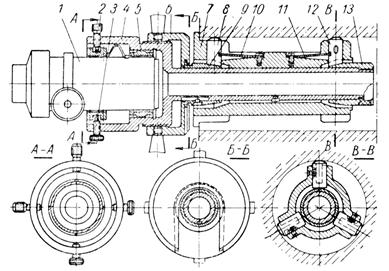
Рис. 14. Визирная часть прибора УМ-3
прибор УМ-3, состоящий из визирной части и звездки со шкалой.
Визирная часть (Рис. 14.) состоит из корпуса 4, сменной центрирующей втулки 7 и оптической трубки 1. На концах сменной втулки 7 имеются три радиальных отверстия, в которых могут перемещаться центрирующие штифты 8 и 12. При вращении втулки 6, конусы 9 и 13 перемещаются в осевом направлении и сообщают радиальное перемещение штифтам 8 и 12, которые прижимаются к конусам пружинами 10 и 77. Радиальным перемещением штифтов обеспечивается центрирование корпуса 4 в отверстии трубы. В корпусе устанавливается оптическая труба с перекрестием. На наружной поверхности оптической трубы крепится втулка 5, которая имеет сферическую наружную поверхность. Вращением винтов 2 и 3 получают требуемое положение оси оптической трубы в корпусе визирной части прибора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.