



























Введение
Курсовой проект разработан согласно задания на проектирование цеха по производству литых керамических плиток, тема № 6, вариант 8 [25]. Пояснительная записка к проекту содержит 15 страниц, графическая часть выполнена на 3 листах формата А1.
1. Исходные данные для проектирования.
1.1. Характеристика объекта строительства.
Объект строительства – цех по производству литых керамических плиток. Вид строительства – новое.
1.2. Характеристика места строительства.
Место строительства – город Кемерово. Строительно-климатический район
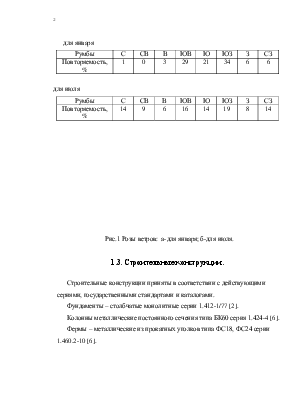
1 В [16], зона влажности – сухая [15]. Особых условий не имеется. Расчетная температура воздуха наиболее холодных суток обеспеченностью 0,92 – минус 39°С. Расчетная максимальная температура воздуха наиболее жаркого месяца – июля – 24,5°С. [16]. Продолжительность отопительного периода zот.пер.=232сут. Средняя температура наружного воздуха за отопительный период tот.пер.= -8.8°C. В соответствии с [16] повторяемость направления ветра составляет:
для января
|
Румбы |
С |
СВ |
В |
ЮВ |
Ю |
ЮЗ |
З |
СЗ |
|
Повторяемость, % |
1 |
0 |
3 |
29 |
21 |
34 |
6 |
6 |
для июля
|
Румбы |
С |
СВ |
В |
ЮВ |
Ю |
ЮЗ |
З |
СЗ |
|
Повторяемость, % |
14 |
9 |
6 |
16 |
14 |
19 |
8 |
14 |
Рис.1 Розы ветров: а-для января; б-для июля.
1.3. Строительные конструкции.
Строительные конструкции приняты в соответствии с действующими сериями, государственными стандартами и каталогами.
Фундаменты – столбчатые монолитные серии 1.412-1/77 [2].
Колонны металлические постоянного сечения типа БК60 серия 1.424-4 [6].
Фермы – металлические из прокатных уголков типа ФС18, ФС24 серии 1.460.2-10 [6].
Покрытия послойной сборки – серии 1.460-17, 2.460-11 и 1.460.2-10 применением профилированного листа Н60-845-0.8 [6].
Утеплитель покрытия – минеральная вата g0=100 кг/м3 ГОСТ 9573-82 [15].
Окна с переплетами из спаренных прямоугольных стальных труб типа ОДН60.18 серии 1.436.2-15 [6].
Фонари. П-образные светоаэрационные шириной 6 метров серии 1.464-11/62 [6].
Ворота распашные марки ВР 48x64-Т серии 1.435.9-17 [6].
Двери с применением гнутых профилей из тонколистовой стали марки ДН9-21 серии 1.436.3-19 [6].
Перегородки разделительные из асбестоцементных листов в стальной обвязке серии 1.431.9-25.
Перегородки выгораживающие консольные сетчатые стальные серии 1.431-10 [6].
2. Объёмно-планировочное решение
2.1 Технологический процесс
Цех выпускает литые керамические плитки. Технологический процесс состоит из этапов помола компонентов, получения литейной массы, прессова-ния, резки, сушки, глазуровки, обжига и создания ковров из плиток. В состав цеха входят склад сырья, отделения, участки основного и подсобного производств и склада готовой продукции.
Литейная масса приготовляется совместным помолом глинистых и отощающих материалов в шаровых мельницах мокрого помола.
Плитки изготавливаются на комплексной поточной конвейерной линии. Процесс состоит из следующих этапов: литейная масса поступает в кассетное устройство, затем под аппараты (для последовательного нанесения разделитель-ного слоя, основного слоя, плиточной массы и глазури). Нарезка плиток осуществляется автоматически.
Плитки сушатся, после чего обжигаются в роликовой печи при температуре 1020 °С.
Из полученных плиток производятся набор, наклейка и подсушка ковриков.
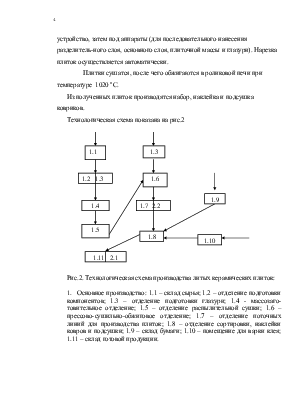
Технологическая схема показана на рис.2
![]()
![]()
![]()

![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис.2. Технологическая схема производства литых керамических плиток:
1. Основное производство: 1.1 – склад сырья; 1.2 – отделение подготовки компонентов; 1.3 – отделение подготовки глазури; 1.4 - массозаго-товительное отделение; 1.5 – отделение распылительной сушки; 1.6 – прессово-сушильно-обжиговое отделение; 1.7 – отделение поточных линий для производства плиток; 1.8 – отделение сортировки, наклейки ковров и подсушки; 1.9 – склад бумаги; 1.10 – помещение для варки клея; 1.11 – склад готовой продукции.
2. Подсобное производство: 2.1 – материально-технический склад;
2.2 – ремонтно-механическая мастерская (РММ);
2.2 Характеристика здания.
Класс ответственности здания – II.
Степень долговечности здания II .
Степень огнестойкости – IIа .
Категория здания по взрывопожарной и пожарной опасности – D.
Класс по функциональной пожарной опасности – Ф 5.1.
Количество пролетов – 4.
Этажность – смешанная, расположения пролетов – взаимоперпен- дикулярные.
Пролет в осях «А-Г» – одноэтажный,L0=36м, В0=12м, Н0=12м, протяженность 5´12=60м, грузоподъемных механизмов нет.
Пролет в осях “Г-Ж” – двухэтажный,L0=36м, В0=12м, протяженность 5´12=60м.
Планировочная ячейка первого этажа 6´6 ; Н0=4.2
Планировочная ячейка второго этажа 36´12; Н0=10.8м Протяженность 5´12м=60м
Пролет в осях “1-2” – одноэтажный,L0=18м, В0=12м, Н0=10,8м,
Протяженность 5´12=60м., имеются две КБ 3,2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.