Достоинства тигельных ИП: высокая производительность по сравнению с печами сопротивления, нагрев шихты происходит значительно быстрее; интенсивная циркуляция расплава в тигле, обеспечивающая выравнивание температуры и химсостава по объему тигля; возможность быстрого перехода от одной марки сплава к другой; возможность широкого использования в шихте низкосортных материалов (стружки и отходов); отсутствие воздействия печных газов на расплав; минимальный угар металла; возможность проведения плавки в вакууме и в любой атмосфере; высокий кпд (до 85%); минимальное загрязнение расплава неметаллическими включениями; простота и удобство обслуживания печи, широкие возможности механизации и автоматизации загрузки шихты и разливки сплава.
Недостатки тигельных ИП: невысокая стойкость футеровки и относительно низкая температура поверхности расплава, что ограничивает эффективность применения флюсов для металлургической обработки.
К специальным тигельным печам относятся ИП с холодным тиглем. В этих печах металл плавится за счет создания в расплаве электромагнитных сил, приводящих к полному отрыву расплава от стенок и дна тигля или к отрыву только от стенок тигля. В первом случае осуществляется плавка в холодном тигле во взвешенном состоянии (ИПХТ); во втором - плавка металла с электромагнитным удержанием расплава на опоре (ЭМУР).
Назначение индукционных
печей с холодным тиглем для плавки металлов ИПХТ-М (рис. 5) - плавление
исходных металлических мате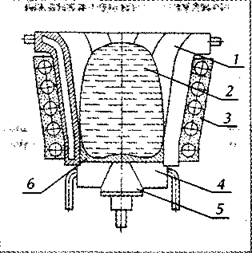
Рис. 5. Схема плавки металла в холодном тигле (ИПХТ-М): 7 - секция холодного тигля; 2 - расплав; 3 - индуктор; 4 - поддон; 5 - устройство для управления сливом; 6 - гарнисаж;
риалов и технологическая обработка расплава без взаимодействия расплава с материалом тигля. В этих печах не происходит загрязнение расплава материалами тигля; обеспечивается одновременное расплавление всей шихты, загруженной в тигель; осуществляется интенсивное перемешивание расплава, обеспечивающее равномерный химсостав и одинаковую температуру, что позволяет получать сложнолегированные сплавы компонентов, Сильно отличающихся друг от друга температурой плавления, плотностью и упругостью паров. В таких печах изготовляют, например, сплавы алюминия с цирконием, хрома с лантаном и др.; создается возможность плавки любых шихтовых материалов без предварительного приготовления из них электродов; возможна работа с любой контролируемой атмосферой. По производственному назначению ИПХТ-М делят на печи, в которых получают сплав для металлического слитка (в холодном тигле) и для фасонных отливок. Такие печи - ценный инструмент при проведении исследований.
Недостаток ИПХТ-М - значительные энергетические затраты, низкий кпд. Эти потери окупаются только уникально высоким качеством металла и исключением ряда последующих операций (рафинирования, перекристаллизации). ;
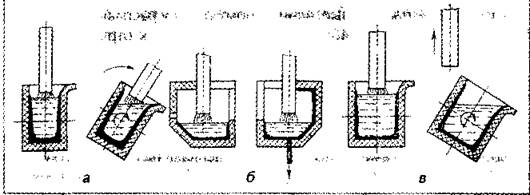
Рис. 6. Схема разливки металла в плавильно-разливочной установке при горящей (а,б) и отключенной (в) электрической дуге.
Индукционные канальные печи. По конструкции канальные печи (см. рис. 2,г) представляют собой футерованную ванну шахтного или барабанного типа, заключенную в металлический кожух и снабженную одной или несколькими индукционными единицами. Индукционная единица состоит из индуктора, магнитопровода и футеровки с плавильным каналом. Указанные элементы заключены в металлический кожух, который присоединен к печи. Барабанные печи имеют большую вместимость, чем тигельные, их чаше используют в качестве миксеров при непрерывной плавке.
Индукционные канальные печи применяют в цехах заготовительного и фасонного литья для изготовления сплавов на основе алюминия, меди, никеля и цинка. Полезная вместимость 0,4...40 т. Выпускают индукционные канальные миксеры, работающие в режиме подогрева и служащие для металлургической обработки металла. Миксеры обычно работают совместно с плавильными индукционными тигельными печами и установками для получения слитков. В раздаточных канальных печах металл разливают с помощью МД-насосов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.