2.1 Материал исследования и его обработка
Материалом исследования являлась сталь 20. Химический состав приведён в таблице 2.1.
Таблица 2.1 - Химический состав стали 20
|
Содержание элементов, % |
|||||||||
|
С |
Si |
Мn |
не более Сr W V S р Ni Си |
||||||
|
Cr |
S |
P |
Cu |
Ni |
As |
||||
|
0,17- 0,24 |
0,17- 0,37 |
0,35- 0,65 |
0,25 |
0,04 |
0,035 |
0,25 |
0,25 |
0,08 |
|
2.2 Методы Исследования
2.2.1 Металлографический анализ
Микроструктуру стали 20 изучали в литом состоянии и после термической обработки. Для изучения структуры готовился шлиф.
Металлографический анализ проводили с помощью многофункционального оптического микроскопа «OPTON» с выходом (с помощью видеокамеры «SIMENS») на ПК «ATLON XP 2000+». Просмотр микроструктуры проводился как на микроскопе, так и на мониторе при увеличении х80, х300, х750. Фотографирование микроструктуры в операционной оболочке «WINDOWS XP» проводили с помощью программы «TVTap». В отдельных случаях изучение микроструктуры и съемка ее на негативную пленку проводились на оптическом металлографическом микроскопе МБИ-6 при увеличении x110 и х260.
Процесс изготовление металлографических шлифов проводилось по стандартной методике (ГОСТ 6456-75), включающей операции вырезки, подготовки поверхности, шлифования, полирования и травления поверхности образцов. Микроструктура выявлялась травлением в течение 5 секунд в реактиве Ржешотарского - 4% - ном растворе азотной кислоты в этиловом спирте.
Сначала образцы обрабатывались на абразивном круге наждачного станка СШПМ-2 с целью получения плоской поверхности. Затем производится шлифование поверхности на шлифовальном станке «NERIS». Образцы шлифуются сначала на грубой абразивной шкурке (ГОСТ 6456-75), затем на более мелкой. Шлифование заключается в срезании неровной поверхности абразивными частицами. Во время шлифования на каждой шкурке следует сохранять одно и то же положение образца, чтобы все риски на его поверхности были параллельны. При переходе к шкурке следующего номера направление шлифования меняют на 90° и проводят его до полного удаления всех рисок, образовавшихся во время предыдущей обработки.
При обработке образцов, следует не допускать их чрезмерного нагрева, так как возможно изменение их микроструктуры в результате сильного нагрева (до 800°С) обрабатываемой поверхности. При необходимости рекомендуется регулярно охлаждать в воде.
Далее поверхность образцов полируется на алмазной пасте (ГОСТ -9206-70), наносимой на бумагу. Полирование служит для удаления мелких рисок, оставшихся после шлифования, и получения гладкой зеркальной поверхности. Окончательное тонкое полирование механическим способом проводили на круге, обтянутым сукном и непрерывно смачивающимся водной суспензией. В качестве абразива для такой суспензии применяли оксид хрома. Полирование заканчивается после того, как микрошлиф приобретает зеркальную поверхность.
Правильным критерием высокого качества поверхности микрошлифа является отсутствие на ней дефектов в виде рисок и царапин. Для выявления микроструктуры металла микрошлиф подвергается травлению.
2.3 Методики определения механических и физических свойств
При выполнении работы проводились измерения твердости и плотности.
2.3.1 Прибор для измерения твердости ТКС-1М
Прибор ТКС-1М настольного типа предназначается для измерения твердости металлов и сплавов по методу вдавливания алмазного конуса или стального закаленного шарика под действием заданной нагрузки в течение определенного времени. Прибор по основным параметрам и нормам точности соответствует ГОСТу 12165-66.
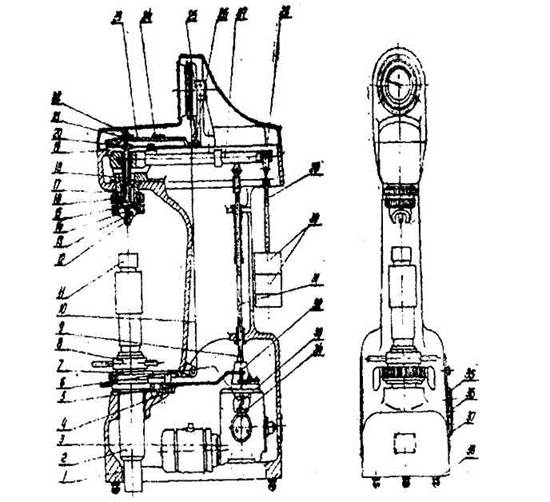
В конструкцию прибора входят следующие основные механизмы, смонтированные в чугунном литом корпусе 1 закрытого типа (рисунок 2.1):
1. Рычажный блок 19 для создания испытательной нагрузки и измерения глубины отпечатка с помощью индикатора 25, цена деления которого с учетом передаточного числа механизма ходоувеличителя 0,001 мм.
2. Привод 3 прибора с электродвигателем переменного однофазного тока на 220В.
3. Шток 31, посредством которого прикладывается и снимается испытательная нагрузка.
4. Механизм подъема 2 со сменными столами для установки испытуемого изделия.
Прибор предназначен для испытания изделий высотой не более 200 мм и шириной не более 260 мм.
На испытуемой и опорной поверхностях не должно быть трещин, грубых следов обработки, царапин, выбоин, а также грязи, смазки или каких-либо покрытий.
Следует избегать нагрева испытываемых изделий при механической обработке, так как это ведет к изменению поверхностной твердости материала.
Опорная поверхность изделия должна плотно прилегать к столу. Изделие не должно качаться, сдвигаться или деформироваться (прогибаться, пружинить).
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.