Министерство образования
Российской Федерации
Новосибирский государственный
технический университет
Кафедра автоматизации производственных
процессов в машиностроении
Расчетно-графическая работа
Разработка управляющей программы для гибкого производственного модуля модели 2204ВМ1Ф4
Выполнил: Проверил:
студент гр. КП-02 Троицкий факультета МТ Яков
Андросенко Ю.А. Николаевич
Новосибирск,
2003 г
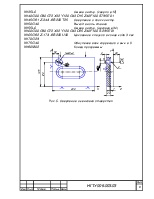
1. Задание
Рис.1. Задание для РГР
1. Смещение нуля, исходное угловое положение стола:
Позиция 1 – G71, B=0.
Позиция 2 – G72, B=180.
2. Режущие инструменты и режимы обработки:
2.1. Фреза концевая ![]()
![]() : скорость резания – 85 м/мин, подача 200
мм/мин.
: скорость резания – 85 м/мин, подача 200
мм/мин.
2.2. Фреза торцовая ![]()
![]() : скорость резания – 630 м/мин,
: скорость резания – 630 м/мин,
подача 300 мм/мин.
2.3. Сверло
спиральное ![]()
![]() : скорость резания – 30
м/мин,
: скорость резания – 30
м/мин,
подача 100 мм/мин.
2.4. Цековка ![]()
![]() : скорость резания – 30 м/мин,
: скорость резания – 30 м/мин,
подача 50 мм/мин.
2. Разработка программы
L6 Подпрограмма смены инструмента
N1 S0 Ориентир. останов шпинделя
N5 G28 Выход в поз. смены инструмента
N10 M06 Смена инструмента
N15 G00 G91 Y-70 Съезд с поз. смены инстр.
N20 M20 Конец подпрограммы
Рис.2. Первый проход при фрезеровании паза
Рис. 3. Блок-схема алгоритма глобальной подпрограммы
L63 Глобальная подпрограмма обработки
![]() N1
P18 (P4+P5) паза
N1
P18 (P4+P5) паза
N5 P10 (P18+P9)
N10 P10 (P10+P15)
N15 P21 (P4-P5) Определение промежуточных параметров
N20 P11 (P21-P9)
N25 P11 (P11-P15)
N30 P19 (P4+P6)
N31 P22 (P4-P6)
N35 G00 G90 X(P2) Y(P10) Z(P17) Выход на точку врезания
N36 Z(P16)
N40 G01 X(P8) Z(P1) Врезание
N45 X(P2)
![]() N50
G03 X(P2)
Y(P11) I(P2) J(P4)
Описание контура паза
N50
G03 X(P2)
Y(P11) I(P2) J(P4)
Описание контура паза
N55 G01 X(P8)
N60 G03 X(P8) Y(P10) I(P8) J(P4)
![]() N65 G65 X(P8) Y(P18) G42 D2
N65 G65 X(P8) Y(P18) G42 D2
N70 G01 X(P2)
N75 G03 X(P2) Y(P22) I(P2) J(P4) Чистовая обработка внутр.
N80 G01 X(P8) контура
N85 G03 X(P8) Y(P18) I(P8) J(P4)
N90 G66 X(P8) Y(P18+P14)
N95 P13 (P13-1)
N100 P13 Q105
N101 Q155
N105 P10 (P10+P7)
N110 P11 (P11-P7)
![]() N115
G65 X(P8) Y(P10+P15) G41 D2
N115
G65 X(P8) Y(P10+P15) G41 D2
N120 G01 X(P2)
N125 G03 X(P2) Y(P11-P15) I(P2) J(P4) Черновое фрезерование
N130 G01 X(P8) паза
N135 G03 X(P8) Y(P10+P15) I(P8) J(P4)
N140 G66 X(P8) Y(P10-P7)
N145 P13 (P13+1)
N150 P13 Q 105
![]() N155 G65
X(P8) Y(P19) G41 D2
N155 G65
X(P8) Y(P19) G41 D2
N160 G01 X(P2)
N165 G03 X(P2) Y(P21) I(P2) J(P4) Чистовая обработка
N170 G01 X(P8) паза
N175 G03 X(P8) Y(P19) I(P8) J(P4)
N180 G66 X(P8) Y(P19-P14)
N185 G00 Z(P12) Выход из зоны обработки
N190 M20 Конец подпрограммы
Рис. 3. Схема движения фрезы в зоне развязки
 Рис.4. Фрезерование плоскости
Рис.4. Фрезерование плоскости
% 63 Программа обработки корпуса
N1 G29 T5
N5 G04 X50
N10 L6 Смена инструмента (фреза ø100)
N15 G00 G90 G71 G44 D6 X-2 G44 D6 Y72.5 G43 D5 Z40 F300 S2000 E01
![]() N20 Z-10
N20 Z-10
N25 G43 X202
N30 G00 G43 Y70 Фрезерование плоскости
N35 G01 G44 X-2
N40 G00 Z220 Вывод фрезы из зоны обработки
N45 B180 Поворот стола
N50 M95 Зажим стола
N55 G00 G90 G72 G44 D6 X-2 G44 D6 Y72.5 G43 D5 Z40 F300 S2000 E01
N60 Z-10
![]() N65
G43 X202
N65
G43 X202
N70 G00 G43 Y70 Фрезерование плоскости
N75 G01 G44 X-2 T1
N80 G00 Z220 Вывод фрезы из зоны обработки
N85 G29 G40
N90 L6 Смена инструмента (фреза ø6)
N95 G00 G90 G71 X65 Y108 G43 D1 Z40 F200 S2500 E01
N100 L63 P1(-16) P2(65) P3(55) P4(70) P5(30) P6(45) P7(5) P8(120) P9(2) P12(220) P13(2) P14(4) P15(3) P16(-8) P17(40)
N105 B180 Поворот стола
N110 M95
N115 G00 G90 G72 X48 Y94 G43 D1 Z40 F200 S2500 E01
N120 T15
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.