сила нормального давления, зависящая, в основном от массы рабочего органа, Н;
f - коэффициет трения в подшипниках.
Силы инерции не учитываем, так как, ротор со штифтами врашается с постоянной скоростью, следовательно, силы инерции отсутствуют.
7. Определение мощности привода.
Перечисленные выше параметры: производительность, размеры основных рабочих органов машины, действующие на них силы, а так же кинематические характиристики в совокупности - определяют необходимое количество энергии для привода данной машины.
Мощность привода определяется как работа, затраченная в еденицу времени. При расчетах полной мощности нужно уесть все силы действующие в машине.
Ротор со штивтами совершает врашатльное движение, поэтому его окружная скорость определится по формуле:
V = ώ · R = 7,1 · 0,0625 = 0,45 м /с, где (10)
ώ - угловая скорость ротора, рад /с;
R - радиус ротора со штифтами, м.
Мощность для привода ротора определим по формуле:
N = Рс · V = 11400 · 0,45 = 5100 Вт, где (11)
Рс - сила сопротивления врашению ротора.
Определим мрмент вращения ротора:
Мвр = Рс · R = 11400 · 0,0625 = 712,5 Н·м. (12)
8. Выбор двигателя.
Мощность электродвигателя выбирается исходя из двух параметров:
1. Необходимой мощности привола.
2. КПД передачи.
Nдв = N / η = 5100 / 0,95 = 5370 Вт (13)
Выбираем электродвигатель из серии 4А.
Двигатель - 4А160S8УЗ, мощность 5,5 кВт, частота врашения 720 мин-1.
9. Расчеты на прочность.
Проверочный расчет вала на изгиб заключается в определении минимального диаметра вала ротора при действии нагрузки Рн.
Вал полый, изголовлен из стали Ст 3.
D = (32 · Мх / [σ]изг)1/3 = (32 · 700 / 180 · 106)1/3 = 0,049 м, где (14)
Мх - момент сопротивления вала;
[σ]изг - допускаемые напрежения для стали Ст 3, МПа.
Принемаем вал диаметром 50 мм.
Для уменшение металлоемкости и соответственно массы вала изготавливаем вал полым, с полуосями на краях. Полуоси с валом мантируются при помощи сварного шва.
Расчет шпонки па прочность заключается в определении максимального допускаемого напряжения.
τсм = Ft / Асм ≤ [τсм], где (15)
Ft - окружное усилие, действующее на грань шпонки, Н;
Асм - площадь смятия, мм.
Асм = (0,94 · h - t) · l = (0,94 · 10 - 5) · 80 = 352 мм2, где (16)
h, t, l - стандартные размеры шпонки, мм.
Ft = Мр / Rв = 200 / (0,025 + 0,002) = 7400 Н. (17)
τсм = 7400 / 352 = 21 Н / мм2.
Допускаемое напрежение на смятие для данной стали [τсм] = 110 Н / мм2.
10. Реализация эргономических требований к машине.
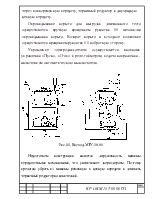
Разрабатывая рабочее место оператора для проктируемой машины, нужно предворительно определить рабочее пространство и рабочую зону. Под рабочим пространством подразумевается совокупность всех точек в пространстве, на которое может распространятся воздействие человека во время работы с учетом его перемешения. Рабочая зона - совокупность точек рабочего пространства, в котором машину обслуживает оператор из фиксированного положения.
Машина работает автоматически, поэтому во время работы нужен только контроль, а обслуживание производится по плану ТО.
Для уменьшения шума и снятие вероятности травмирования от клиноременной передачи, привод и сами ремни закрыты кожухом. Для смазывания подшипников предусмотрены талотницы, расположенные в верхней части корпусов для подшипников, что обеспечивает легкое обслуживание.
Для технического ослуживания рабочего органа и контроля его износа предусмотрен боковой люк.
Заключение.
Машины предназначены для поверхностной очистки зерна от пыли, находящейся в бороздке. Более эффективная очистка происходит в шеточных машинах. Так же в машинах такого типа значительно снижены потери продукции за счет более мягких рпбочих органов.
Недостатком обоечных машин, кроме машин наждачного типа, является износ рабочей деки в результате образивного воздействия зерна. Данную проблему решаем путем частичной добавки наждачной поверхности к сетчатому цилиндру. Наждачная поверхность подлежит восстановлению, что снижает затраты при ремонте, так как нет необходимости полнлй замены цилиндра.
Проведя расчеты, мы убедились в том, что наша технология
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.