














излучения) в агропромышленном комплексе в частности в сушильном оборудовании является важным перспективным направлением. По сравнению с традиционными способами подвода энергии при ИК – энергоподводе значительно сокращается длительность технологических процессов без снижения пищевой ценности продуктов. Почти все тепловые технологические процессы могут быть реализованы с помощью ИК-излучения.
2. Расчет поточно-технологической линии производства сухого картофельного пюре.
2.1 Выбор оборудования, компоновка узлов.
Для того чтобы выбрать оборудование, проводим предварительный расчет производительностей, которым должны удовлетворять машины.
Линия производит сухое картофельное пюре в виде хлопьев 140 кг/ч, влажностью 6%. Дозатор упаковщик 7, следовательно, должен удовлетворять этой производительности.
Сушилка:
Исходное сырье, поступающее на сушилку 6, имеет влажность 45%. Влажность которую необходимо удалить ΔW, %.
ΔW=W1-W2 =45 – 6 = 39%, (1)
где W1 – исходная влажность, %;
W2 - получаемая влажность, %.
Производительность сушилки Пс, кг/ч.
Пс= Пд+ М = 140+54,6=194,6 кг/ч, (2)
Где Пд – производительность дозатора, кг/ч;
М- масса влаги, которую необходимо удалить кг/ч.
М = ΔW* Пд=0,39*140=54,6кг/ч. (3)
Весовое оборудование:
Весовое оборудование по производительности должно соответствовать 194,6 кг/ч.
Овощерезка:
Производительность овощерезки с учетом всех потерь должна составлять не менее 194,6 кг/ч.
Машина для очистки овощей:
Производительность этой машины должна быть не менее 194,6 кг/ч.
Машина для мойки корнеплодов.
Как правило, эти машины имеют большую производительность, поэтому при компоновке линии необходимо учитывать такие параметры как габаритные размеры, вместимость бункера и т.д.
Для компоновки разрабатываемой ПТЛ я предлагаю использовать следующее оборудование, выбранное по каталогам:
Оборудование и марка Производительность
1) Машина для мойки корнеплодов А9-КМ-2 1500 кг/ч
2) Сортировочный конвейер
3) Универсальная машина для очистки овощей МОК-350 350 кг/ч
4) Овощерезка ОМ-300 300 кг/ч
5) Весы напольные ВТ - 100 100 кг
6) Сушилка овощей 180-300 кг/ч
7) Дозатор упаковщик АП2Б-М 300 кг/ч
Расчет и окончательный подбор оборудования сводится к определению его количества путем сравнивания производительности линии на данном этапе и оборудования.
Для обеспечения беспрерывной работы ПТЛ создаем определенный запас картофеля, увеличивая производительность на определенную величину, называемую коэффициентом запаса равным 1,1÷1,2. В соответствии с этим расчетная производительность линии будет равна:
![]() Qр=kз*Q (4)
Qр=kз*Q (4)
Qр=140*1,1=154 кг/ч, где Qр- расчетная производительность, кг/ч;
Q – планируемая производительность, кг/ч;
kз = 1,1÷1,2 коэффициент запаса.
Расчет весового оборудования ВТ - 100:
![]()
 , (5)
, (5)
 ,
,
Где p- вместимость ковша, кг;
q- паспортная производительность весов, кг
n – количество машин.
То есть достаточно одних весов.
Оборудование для мойки корнеплодов А9-КМ-2:
![]()
 (6)
(6)
Для мойки потребуется одна машина.
Оборудование для чистки корнеплодов МОК-350:
(7)
Для чистки потребуется одна машина.
Оборудование для резки корнеплодов ОМ-300:
(8)
Для резки потребуется одна машина.
Сушильное оборудование:
(9)
Для сушки потребуется одна машина.
Оборудование для дозирования и упаковывания АП2Б-М:
(10)
Для дозирования и упаковывания потребуется одна машина.
После расчета компоновки для большей наглядности поместим некоторые схемы используемых машин.
 загрузка
загрузка
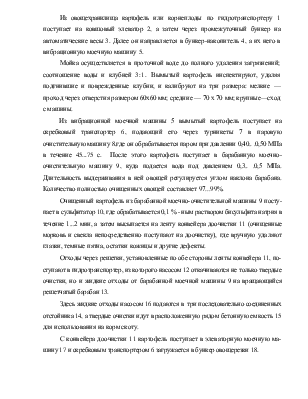
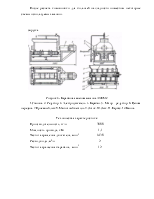
Рисунок 3.- Барабанная моечная машина А9-КМ-2
1.Станина. 2. Редуктор. 3. Электродвигатель. 4. Барабан. 5. Мотор – редуктор. 6. Цепная передача. 7. Приемный люк. 8. Магнитный вентиль. 9. Лоток. 10. Люк. 11. Каркас. 12. Ванна.
Техническая характеристика:
Производительность, кг/ч 3000
Мощность привода, кВт 1,1
Частота вращения двигателя, мин-1 1430
Расход воды, м3/ч 2
Частота вращения барабана, мин-1 12
|
|
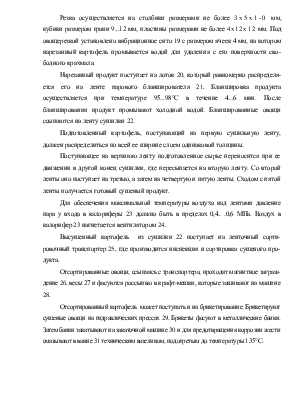
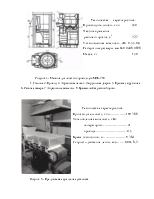
Техническая характеристика:
Производительность, кг/ч 250
Частота вращения рабочего органа, с-1 37,7
Установленная мощность, кВт 0,55..0,6
Габаритные размеры, мм 630Í440Í920
Масса, кг 150
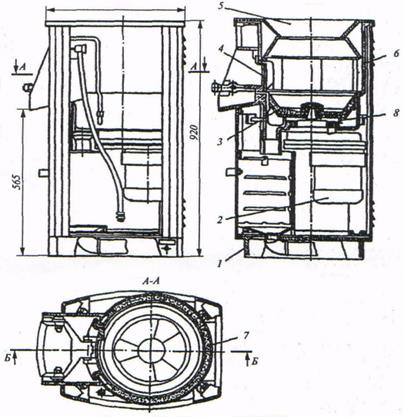
Рисунок 4.- Машина для очистки корнеплодов МОК-250
1. Станина. 2. Привод. 3. Абразивная чаша. 4. Загрузочная дверца. 5. Крышка загрузочная. 6. Рабочая камера. 7. Абразивные сегменты. 8. Вращающийся рабочий орган.
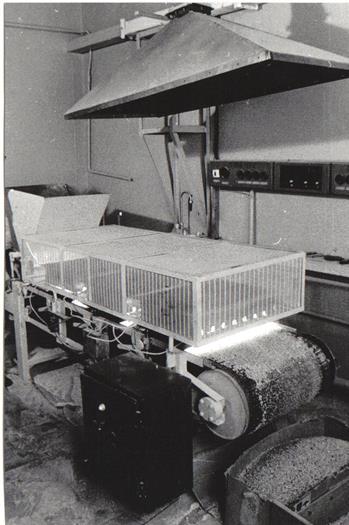
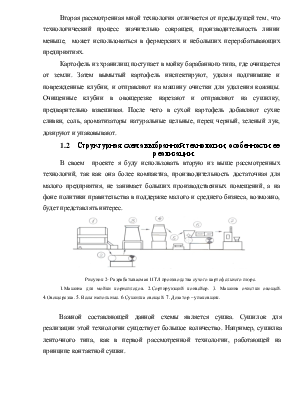
Техническая характеристика.
Производительность, кг/ч……………180-300
Установленная мощность, кВт:
- генераторов……………………21
- привода………………………..0,5
Время экспозиции, с………………….8-384
Скорость движения ленты, м/с……..0,004-0,2
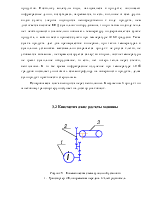
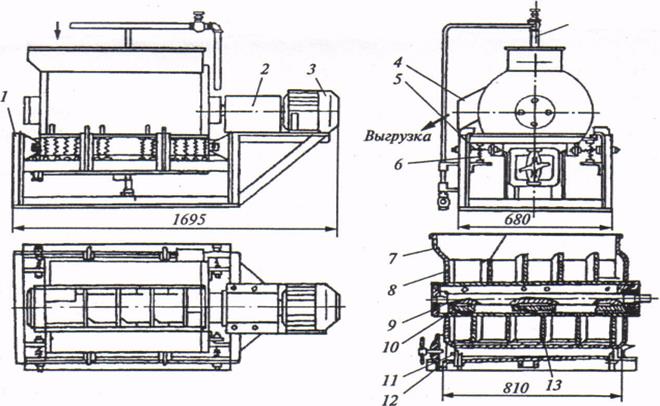
Рисунок 5. - Предлагаемая сушильная установка
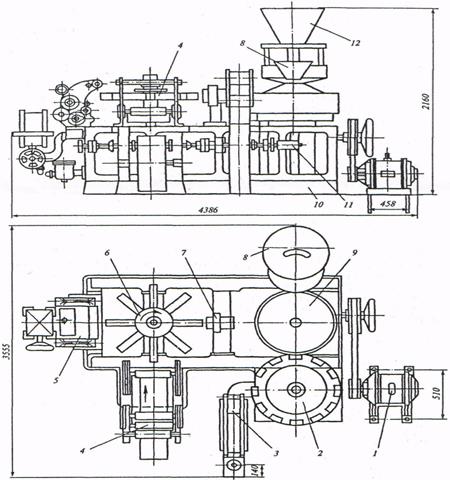
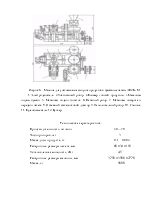
Рисунок 6. – Машина для упаковывания сыпучих продуктов в бумажные пакеты АП2Б - М.
1. Электродвигатель. 2.Упаковочный ротор. 3.Конвеер готовой продукции. 4.Механизм подачи бумаги. 5. Механизм подачи этикеток. 6. Пакетный ротор. 7. Механизм поворота и передачи пакета. 8. Объемный стаканчиковый дозатор. 9. Наполнительный ротор. 10. Станина. 11. Кулачковые валы. 12. Бункер.
Техническая характеристика:
Производительность, шт/мин 50…70
Число роторов, шт 3
Масса дозы продукта, кг 0,1 ± 0,002
Габаритные размеры пакета, мм 60Í34Í110
Установленная мощность, кВт 4,5
Габаритные размеры машины, мм 3750Í3500Í2770
Масса, кг 5600
2.2 Технологические расчеты ПТЛ.
Производительность моющей машины рассчитывается по следующей формуле:
![]() (11)
(11)
где V =2,5 вместимость камеры, м3;
![]() =0,7
насыпная плотность, кг/м3;
=0,7
насыпная плотность, кг/м3;
![]() =0,85
коэффициент заполнения рабочей камеры;
=0,85
коэффициент заполнения рабочей камеры;
![]() -
соответственно время процессов загрузки, мойки, выгрузки.
-
соответственно время процессов загрузки, мойки, выгрузки.
Производительность машины для чистки овощей рассчитывается по следующей формуле:
![]() (12)
(12)
![]()
где V – скорость движения продукта в машине, м/с;
![]() -
коэффициент использования максимальной производительности;
-
коэффициент использования максимальной производительности;
![]() -
плотность клубней, кг/м3;
-
плотность клубней, кг/м3;
F – площадь рабочей зоны, м2.
Производительность машины для резки овощей рассчитывается по следующей формуле:
![]() (13)
(13)
![]()
где F – площадь сечения потока продукта, м2;
V – скорость потока продукта в машине, м/с;
![]() -
плотность клубней, кг/м3;
-
плотность клубней, кг/м3;
![]() -
коэффициент, учитывающий отклонение фактической производительности от
расчетной.
-
коэффициент, учитывающий отклонение фактической производительности от
расчетной.
Производительность фасовщика упаковщика рассчитывается по следующей формуле:
П = n*m, (14)
П =3000*0,1=300 кг/ч
Где n- количество пакетов в час;
m - масса одного пакета, кг.
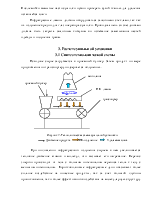
2.3 Эксплуатация оборудования ПТЛ
При эксплуатации сушильной установки необходимо учитывать следующие технологические регулировки:
· Зазор между инфракрасными лампами и лентой транспортера
· Подачу сырья
· Скорость движения ленты транспортера
· Натяжение приводных ремней
· Натяжение транспортирующей ленты
· Толщину высушиваемого слоя продукта
Зазор между ИК - лампами и лентой транспортера регулируется регулировочными винтами. Подачу сырья контролируют визуально, по мере опустошения загрузочного бункера пополняют сырьем. Скорость движения ленты транспортера меняют изменением передаточного числа привода – это осуществляется заменой звездочек. Приводной ремень первой ступени натягивают натяжным устройством, а ремень второй ступени перемещением
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.