
Цель работы: овладеть практикой определения жесткости технологической системы: станок – приспособление – инструмент – деталь (СПИД) и использование ее в технологических расчетах.
Необходимое оборудование и инструменты:
1 Токарный станок с трехкулачковым патроном.
2 Резец проходной.
3 Микрометр.
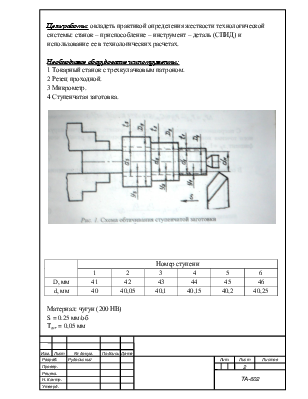
4 Ступенчатая заготовка.
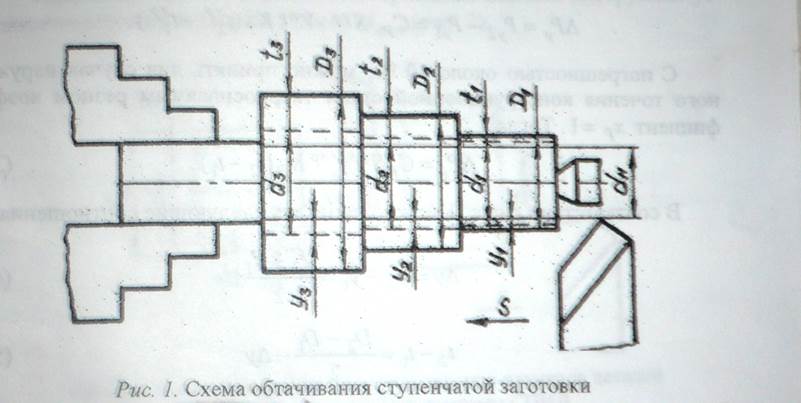
|
Номер ступени |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
D, мм |
41 |
42 |
43 |
44 |
45 |
46 |
|
d, мм |
40 |
40,05 |
40,1 |
40,15 |
40,2 |
40,25 |
Материал: чугун (200 НВ)
S = 0.25 мм/об
Тдет = 0,05 мм
Тзаг = 5 мм
V = 90 м/мин
Тип резца: проходной
Материал резца: твердый сплав
α = 8º
γ = 10º
φ = 30º
λ = 5º
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
t, мм |
0,5 |
0,975 |
1,45 |
1,925 |
2,4 |
2,825 |
|
∆P, Н |
- |
36,24 |
72,49 |
108,73 |
144,97 |
177,4 |
|
∆y, мм |
- |
0,025 |
0,05 |
0,725 |
0,1 |
0,125 |
|
j |
- |
1449,6 |
1449,8 |
1449,7 |
1449,7 |
1449,2 |
Для оценки степени копирования погрешностей в ТМС введено понятие уточнения которое определяем по формуле:
Получим:

Располагая величиной уточнения, оцениваем ожидаемое поле рассеивания размеров в число проходов, необходимых для достижения заданной точности:
Получим
Определяем ∆дет
Так как после первого прохода допуск детали равен 0,25 что больше требуемого(0,05) требуется второй проход.
Допуск второго прохода обеспечивает требуемую точность.
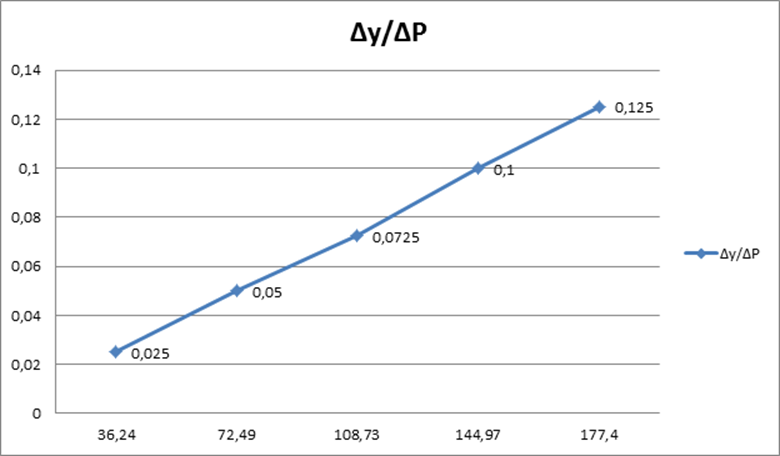
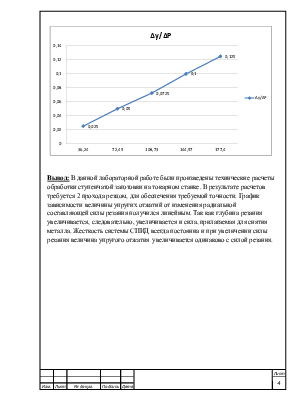
Вывод: В данной лабораторной работе были произведены технические расчеты обработки ступенчатой заготовки на токарном станке. В результате расчетов требуется 2 прохода резцом, для обеспечения требуемой точности. График зависимости величины упругих отжатий от изменения радиальной составляющей силы резания получился линейным. Так как глубина резания увеличивается, следовательно, увеличивается и сила, прилагаемая для снятия металла. Жесткость системы СПИД всегда постоянна и при увеличении силы резания величина упругого отжатия увеличивается одинаково с силой резания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.