5. Калибры для контроля гладких деталей.
5.1 Исполнительные размеры
Исходные данные:
Рабочие предельные калибры выбираем для контроля деталей, образующих посадку с зазором (по результатам расчета задания 4).
5.1.1 Определяем исполнительные размеры – размеры на изготовление рабочих калибров.
Расчет исполнительных размеров непроходной (НЕ) стороны калибра – пробки выполняется по формуле (6.1) [1]:
НЕ = (Dmax + H/2)-H. (5.1)
Для калибра 70Н7 числовые значения составляют (табл. П.6.1) [1]:
Н = 5; z = 4; y = 3; α = 0.
НЕ = (70,030 + 0,0025)-0,005
НЕ = (70,0325)-0,005.
Расчет исполнительных размеров проходной (ПР) стороны калибра – пробки выполняется по формуле (6.2) [1]:
ПР = (Dmin +Z + H/2)-H. (5.2)
ПР = (70,000+0,004+0,0025)-0,005;
ПР = (70,0065)-0,005
Предельный размер изношенной проходной стороны калибра – пробки равен:
ПР изн = Dmin – Y; (5.3)
ПР изн =70,000-0,003 = 69,997.
Исполнительные размеры калибра – скоба определяются по формулам (5.4 – 5.6) [1]:
НЕ = (dmin - H1/2)+H1; (5.4)
ПР = (dmax – Z1 – H1/2)+H1; (5.5)
ПР изн = dmax + Y1. (5.6)
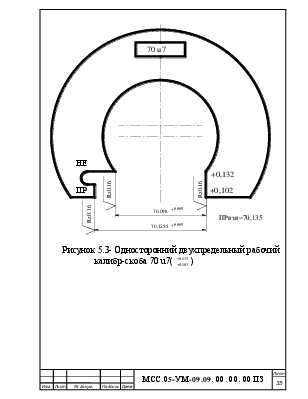
Для калибра 70 u7 числовые значения составляют (табл. П.6.1) [1]:
Н1 = 5; Z1 = 4; Y1 = 3; α1 = 0.
НЕ = (70,102-0,0025)+0,005 = (70,098)+0,005;
ПР = (70,132-0,004-0,0025)+0,005 = (70,1255)+0,005;
ПР изн = 70,132+0,003 = 70,135.
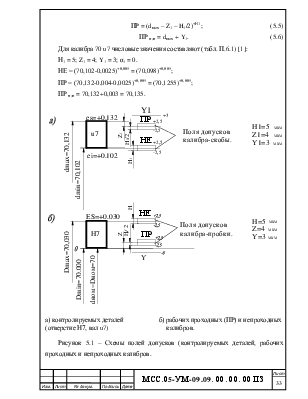
а) контролируемых деталей б) рабочих проходных (ПР) и непроходных
(отверстие Н7, вал u7) калибров.
Рисунок 5.1 – Схемы полей допусков (контролируемых деталей, рабочих проходных и непроходных калибров.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.