









4.5.3. Приварка профиля
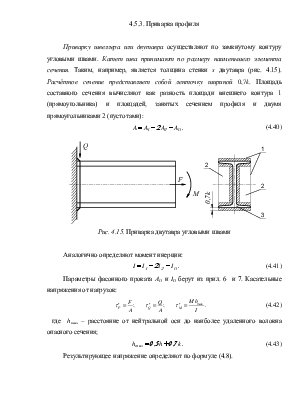
Приварку швеллера или двутавра осуществляют по замкнутому контуру угловыми швами. Катет шва принимают по размеру наименьшего элемента сечения. Таким, например, является толщина стенки s двутавра (рис. 4.15). Расчётное сечение представляет собой ленточку шириной 0,7k. Площадь составного сечения вычисляют как разность площади внешнего контура 1 (прямоугольника) и площадей, занятых сечением профиля и двумя прямоугольниками 2 (пустотами):
![]() (4.40)
(4.40)
Рис. 4.15. Приварка двутавра угловыми швами
Аналогично определяют момент инерции:
![]() (4.41)
(4.41)
Параметры фасонного проката АП и IП берут из прил. 6 и 7. Касательные напряжения от нагрузок:
 (4.42)
(4.42)
где hmax – расстояние от нейтральной оси до наиболее удаленного волокна опасного сечения;
![]() (4.43)
(4.43)
Результирующее напряжение определяют по формуле (4.8).
Пример 4.2. Проверить прочность таврового сварного
соединения (см. рис. 4.15) по замкнутому контуру швеллера №10 к стене
угловыми швами при действии комбинированной нагрузки. Исходные данные:
продольная сила F = 18 кН, поперечная сила Q = 6 кН, изгибающий момент M
= 240 Н![]() м. Материал соединяемых деталей сталь Ст4.
Коэффициент асимметрии цикла R = -1.
м. Материал соединяемых деталей сталь Ст4.
Коэффициент асимметрии цикла R = -1.
Решение.
Допускаемое напряжение для стали Ст4 ![]() = 140
МПа (прил. 4). Геометрические параметры швеллера №10: высота стенки h = 100 мм; ширина полки b
= 45 мм; толщина стенки s = 4,5 мм; толщина
полки t = 7,6 мм; площадь сечения А =
10,9 см
= 140
МПа (прил. 4). Геометрические параметры швеллера №10: высота стенки h = 100 мм; ширина полки b
= 45 мм; толщина стенки s = 4,5 мм; толщина
полки t = 7,6 мм; площадь сечения А =
10,9 см![]() ; момент инерции относительно центра
тяжести сечения I = 175 см
; момент инерции относительно центра
тяжести сечения I = 175 см![]() (прил. 7). При Кэф = 3,5
(прил. 3) понижающий коэффициент;
(прил. 7). При Кэф = 3,5
(прил. 3) понижающий коэффициент;

Допускаемое касательное напряжение сварного шва по формуле (4.7) при ручной дуговой сварке электродами Э42А (прил. 2):
![]() МПа.
МПа.
Опасное сечение – составное из ленточек шириной 0,7k . Принимаем k = 4 мм < s. Площадь опасного сечения шва:
![]() = ((b +
0,7·k)·(h + 2·0,7·k) – A- (b – s
- 0,7·k)·(h – 2·t – 2·0,7·k) =
= ((b +
0,7·k)·(h + 2·0,7·k) – A- (b – s
- 0,7·k)·(h – 2·t – 2·0,7·k) =
= ((45 + 0,7·4)·(100 + 2·0,7·4) –
10,9 ·10![]() - (45 – 4,5 - 0,7·4) ×
- (45 – 4,5 - 0,7·4) ×
× (100 – 2·7,6 – 2·0,7·4) = 972 мм![]() .
.
Момент инерции опасного сечения шва:
![]() ((b + 0,7·k)·(h
+ 2·0,7·k)
((b + 0,7·k)·(h
+ 2·0,7·k)![]() )/12 –
175 ·10
)/12 –
175 ·10![]() - ((b – s - 0,7·k) ×
- ((b – s - 0,7·k) ×
× (h – 2·t – 2·0,7·k)![]() )/12 = ((45 + 0,7·4)·(100
+ 2·0,7·4)
)/12 = ((45 + 0,7·4)·(100
+ 2·0,7·4)![]() )/12 –
175 ·10
)/12 –
175 ·10![]() -
-
-
((45 – 4,5 - 0,7·4) · (100 – 2
·7,6 – 2·0,7·4)![]() )/12 =
)/12 =![]() 138
·10
138
·10![]() мм
мм![]() .
.
Напряжения от нагрузок:
![]() 18 ·10
18 ·10![]() / 972 = 18,52 МПа;
/ 972 = 18,52 МПа; ![]() 6 ·10
6 ·10![]() / 972 = 6,17 МПа;
/ 972 = 6,17 МПа;
![]() 240·10
240·10![]() · 52,8/ 138 ·10
· 52,8/ 138 ·10![]() = 9,18 МПа.
= 9,18 МПа.
Результирующее касательное напряжение в опасной точке А:
![]() 28,38 МПа > [21,8].
28,38 МПа > [21,8].
Вывод: Прочность недостаточна.
Угловое соединение рассчитывают по методике расчёта таврового соединения, так как является его частным случаем.
4.6. Соединения контактной сваркой
Контактная сварка основана на использовании повышенного омического сопротивления и осуществляется несколькими способами. При стыковой сварке через детали пропускают ток в несколько тысяч ампер. Основное количество теплоты выделяется в месте стыка, где наибольшее сопротивление. Металл в этой зоне разогревается до пластического состояния или даже до поверхностного оплавления. Затем энергию выключают, а разогретые детали с силой сдавливают.
Стыковая контактная сварка при соблюдении установленных правил технологии обеспечивает равнопрочность соединения и деталей, поэтому можно не выполнять специальных расчётов при статических нагрузках. При переменных нагрузках допускаемые напряжения понижают аналогично дуговой сварке.
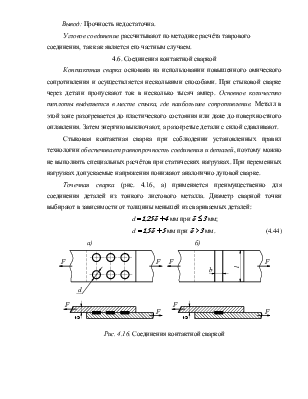
Точечная сварка (рис. 4.16, а) применяется преимущественно для соединения деталей из тонкого листового металла. Диаметр сварной точки выбирают в зависимости от толщины меньшей из свариваемых деталей:
![]() мм при
мм при ![]() мм;
мм;
![]() мм при
мм при ![]() мм. (4.44)
мм. (4.44)
 |
Рис. 4.16. Соединения контактной сваркой
Соединения точечной сваркой работают преимущественно на срез. При расчёте полагают, что нагрузка распределяется равномерно по точкам. Неточность расчёта компенсируют уменьшением допускаемых напряжений:
 (4.45)
(4.45)
где i – число плоскостей среза;
z – число сварных точек.
Точечному
соединению свойственна наивысшая концентрация напряжений (К![]() = 10), поэтому такие соединения чаще
применяют не как рабочие, а как связующие, либо при отсутствии поперечных
нагрузок F. При шовной сварке (рис. 4.16,
б) напряжения среза:
= 10), поэтому такие соединения чаще
применяют не как рабочие, а как связующие, либо при отсутствии поперечных
нагрузок F. При шовной сварке (рис. 4.16,
б) напряжения среза:
 (4.46)
(4.46)
Концентрация напряжений при шовной сварке в два раза меньше, чем в точечных швах. Соединение может быть герметичным.
Все виды контактной сварки высокопроизводительны, их широко используют в массовом производстве для сварки труб, арматуры, кузовов автомобилей, локомотивов, вагонов и т.п.
3.2.7. Оценка и применение
Сварные соединения почти полностью вытеснили заклёпочные из многих областей машиностроения, в том числе судо- и котлостроения, кроме следующих случаев:
а) вибрационная нагрузка (авиастроение и мостостроение);
б) опасность коробления деталей при сваривании;
в) соединение деталей из не свариваемых друг с другом материалов.
В сравнении с заклёпочными соединениями сварные соединения имеют следующие достоинства:
1) высокая технологичность;
2) высокая производительность;
3) экономия металла за счет отсутствия накладок;
4) возможность образования равнопрочного соединения.
Замена сваркой других технологий, в частности литья, позволяет:
а) упростить производство (отсутствие моделей, форм);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.