Лекция №4
4.3. Стыковое соединение
Стыковое соединение во многих случаях является наиболее простым и надёжным. Его следует применять везде, где позволяет конструкция изделия. Полный и бездефектный провар стыка обеспечивает равнопрочность сварного шва и основного металла. Сваривают встык листы и полосы, а также трубы и уголки, швеллеры и другие фасонные профили.
На железных дорогах используют стыковую контактную сварку рельсов. Стыковое соединение является наиболее совершенным видом неразъёмного соединения, где теряется понятие «стык». Оно применяется в ответственных конструкциях, так как составная сборочная единица имеет прочность, близкую к целой детали. В зависимости от толщины соединяемых элементов соединения выполняют с обработкой или без обработки кромок, с подваркой и без подварки с другой стороны детали.
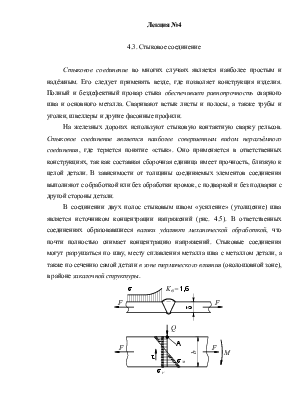
 В соединении двух полос стыковым швом
«усиление» (утолщение) шва является источником концентрации напряжений (рис.
4.5). В ответственных соединениях образовавшиеся валики удаляют механической
обработкой, что почти полностью снимает концентрацию напряжений. Стыковые
соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали,
а также по сечению самой детали в зоне термического влияния (околошовной
зоне), в районе закалочной структуры.
В соединении двух полос стыковым швом
«усиление» (утолщение) шва является источником концентрации напряжений (рис.
4.5). В ответственных соединениях образовавшиеся валики удаляют механической
обработкой, что почти полностью снимает концентрацию напряжений. Стыковые
соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали,
а также по сечению самой детали в зоне термического влияния (околошовной
зоне), в районе закалочной структуры.
Рис. 4.5. Напряжения в стыковом шве
Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчёт прочности следовало бы выполнять по размерам сечения детали в этой зоне. Возможное снижение прочности деталей, связанное со сваркой (с невозможностью выполнить отжиг детали после сварки), учитывают при назначении допускаемых напряжений, а размеры расчётного сечения принимают по размерам детали.
Основной расчёт ведут по максимальным статическим нагрузкам.
Такими нагрузками являются продольная сила F,
поперечная сила Q и моменты: изгибающий M и крутящий Т. При
циклических напряжениях вводят коэффициент ![]() , понижающий
допускаемое напряжение, а расчёт ведут по максимальной нагрузке.
, понижающий
допускаемое напряжение, а расчёт ведут по максимальной нагрузке.
А) При действии продольной силы F нормальное напряжение:
 (4.1)
(4.1)
где ![]() – допускаемое напряжение для сварных
соединений (содержит в обозначении штрих), МПа; в зависимости от способа
сварки и марки электрода
– допускаемое напряжение для сварных
соединений (содержит в обозначении штрих), МПа; в зависимости от способа
сварки и марки электрода
![]()
![]() (4.2)
(4.2)
![]() – допускаемое напряжение для основного
металла, МПа (прил. 2); численный коэффициент принимают из прил. 3;
– допускаемое напряжение для основного
металла, МПа (прил. 2); численный коэффициент принимают из прил. 3;
![]() – коэффициент переменной нагрузки; для
металлоконструкций из углеродистых сталей
– коэффициент переменной нагрузки; для
металлоконструкций из углеродистых сталей
 (4.3)
(4.3)
Эффективный коэффициент концентрации напряжений Кэф зависит от материала и вида сварного шва; он принимается по справочнику (прил. 4). Например, для стыкового шва с полной проваркой корня Кэф = 1,2, для фланговых угловых швов Кэф = 3,5. Из формулы (4.2) видно, что в стыковом шве коэффициент прочности
 (4.4)
(4.4)
то есть стыковое соединение может быть равнопрочным с соединяемыми деталями.
Б) При действии изгибающего момента М возникает нормальное напряжение, которое будет максимальным в наиболее нагруженной точке сварного шва А (в расчётной точке):
 (4.5)
(4.5)
В) При действии поперечной нагрузки Q возникает касательное напряжение:
 (4.6)
(4.6)
где ![]() – допускаемое касательное напряжение (см.
прил. 3).
– допускаемое касательное напряжение (см.
прил. 3).
![]() (4.7)
(4.7)
NB 4.2. Нормальные и касательные допускаемые напряжения сварных швов определяют в зависимости от нормального допускаемого напряжения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.