


















ПРИЛОЖЕНИЕ 2
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ РАСЧЁТНО-ГРАФИЧЕСКОГО ЗАДАНИЯ № 1 ПО ДИСЦИПЛИНЕ «ЭКОНОМИКА ПРЕДПРИЯТИЯ»
Целью выполнения расчётно-графического задания (РГЗ) является закрепление навыков калькулирования цеховой себестоимости продукции.
Себестоимость продукции представляет собой выраженные в денежной форме текущие затраты предприятия на производство и реализацию продукции (работ, услуг).
Различают следующие виды себестоимости: цеховую, производственную и полную.
Цеховая себестоимость представляет собой затраты цеха, связанные с производством продукции.
Производственная себестоимость, кроме затрат цехов, включает общепроизводственные и общехозяйственные расходы.
Полная себестоимость отражает все затраты на производство и реализацию продукции, слагается из производственной себестоимости и коммерческих расходов (расходы на тару и упаковку, транспортировку продукции, прочие расходы).
Основными положениями по планированию, учёту и калькулированию себестоимости продукции на промышленных предприятиях установлена типовая группировка затрат по статьям калькуляции, представленная ниже:
1) сырьё и материалы;
2) возвратные отходы (вычитаются);
3) покупные изделия, полуфабрикаты и услуги производственного характера сторонних предприятий и организаций;
4) топливо и энергия на технологические цели;
5) заработная плата производственных рабочих;
6) отчисления на социальные нужды;
7) расходы на подготовку и освоение производства;
цеховая себестоимость продукции
8) общепроизводственные расходы;
9) общехозяйственные расходы;
10) потери от брака;
11) прочие производственные расходы;
производственная себестоимость продукции
12) коммерческие расходы
полная себестоимость продукции
Министерства (ведомства) могут вносить изменения в приведённую типовую номенклатуру статей затрат на производство с учётом особенностей в технике, технологии и организации производства.
Порядок выполнения расчётно-графического задания
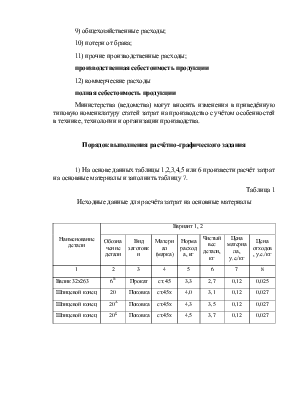
1) На основе данных таблицы 1,2,3,4,5 или 6 произвести расчёт затрат на основные материалы и заполнить таблицу 7.
Таблица 1
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 1, 2 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Валик 32х263 |
6В |
Прокат |
ст.45 |
3,3 |
2,7 |
0,12 |
0,025 |
|
Шлицевой конец |
20 |
Поковка |
ст.45х |
4,0 |
3,1 |
0,12 |
0,027 |
|
Шлицевой конец |
20А |
Поковка |
ст.45х |
4,3 |
3,5 |
0,12 |
0,027 |
|
Шлицевой конец |
20Б |
Поковка |
ст.45х |
4,5 |
3,7 |
0,12 |
0,027 |
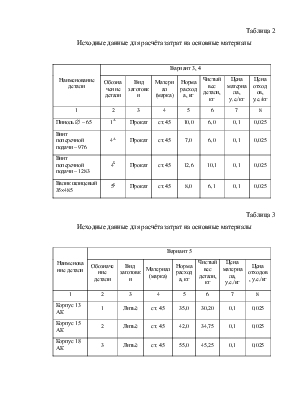
Таблица 2
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 3, 4 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Пиноль Æ – 65 |
1А |
Прокат |
ст.45 |
10,0 |
6,0 |
0,1 |
0,025 |
|
Винт поперечной подачи – 976 |
4А |
Прокат |
ст.45 |
7,0 |
6,0 |
0,1 |
0,025 |
|
Винт поперечной подачи – 1283 |
4Б |
Прокат |
ст.45 |
12,6 |
10,1 |
0,1 |
0,025 |
|
Валик шлицевый 35´485 |
5Б |
Прокат |
ст.45 |
8,0 |
6,1 |
0,1 |
0,025 |
Таблица 3
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 5 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Корпус 13 АК |
1 |
Литьё |
ст. 45 |
35,0 |
30,20 |
0,1 |
0,025 |
|
Корпус 15 АК |
2 |
Литьё |
ст. 45 |
42,0 |
34,75 |
0,1 |
0,025 |
|
Корпус 18 АК |
3 |
Литьё |
ст. 45 |
55,0 |
45,25 |
0,1 |
0,025 |
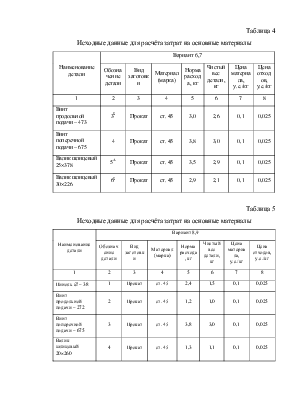
Таблица 4
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 6,7 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Винт продольной подачи – 473 |
3Б |
Прокат |
ст. 45 |
3,0 |
2,6 |
0,1 |
0,025 |
|
Винт поперечной подачи – 675 |
4 |
Прокат |
ст. 45 |
3,8 |
3,0 |
0,1 |
0,025 |
|
Валик шлицевый 25´378 |
5А |
Прокат |
ст. 45 |
3,5 |
2,9 |
0,1 |
0,025 |
|
Валик шлицевый 30´226 |
6Б |
Прокат |
ст. 45 |
2,9 |
2,1 |
0,1 |
0,025 |
Таблица 5
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 8,9 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Пиноль Æ – 38 |
1 |
Прокат |
ст. 45 |
2,4 |
1,5 |
0,1 |
0,025 |
|
Винт продольной подачи – 272 |
2 |
Прокат |
ст. 45 |
1,2 |
1,0 |
0,1 |
0,025 |
|
Винт поперечной подачи – 675 |
3 |
Прокат |
ст. 45 |
3,8 |
3,0 |
0,1 |
0,025 |
|
Валик шлицевый 20´260 |
4 |
Прокат |
ст. 45 |
1,3 |
1,1 |
0,1 |
0,025 |
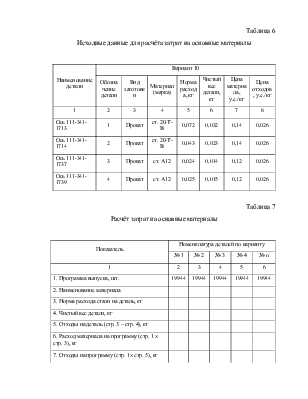
Таблица 6
Исходные данные для расчёта затрат на основные материалы
|
Наименование детали |
Вариант 10 |
||||||
|
Обозначение детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Цена материала, у.е./кг |
Цена отходов, у.е./кг |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ось 111-341-1713 |
1 |
Прокат |
ст. 20-Т-В |
0,072 |
0,032 |
0,14 |
0,026 |
|
Ось 111-341-1714 |
2 |
Прокат |
ст. 20-Т-В |
0,043 |
0,023 |
0,14 |
0,026 |
|
Ось 111-341-1737 |
3 |
Прокат |
ст. А12 |
0,024 |
0,014 |
0,12 |
0,026 |
|
Ось 111-341-1739 |
4 |
Прокат |
ст. А12 |
0,025 |
0,015 |
0,12 |
0,026 |
Таблица 7
Расчёт затрат на основные материалы
|
Показатель |
Номенклатура деталей по варианту |
||||
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
№ n |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Программа выпуска, шт. |
19944 |
19944 |
19944 |
19944 |
19944 |
|
2. Наименование материала |
|||||
|
3. Норма расхода стали на деталь, кг |
|||||
|
4. Чистый вес детали, кг |
|||||
|
5. Отходы на деталь (стр. 3 – стр. 4), кг |
|||||
|
6. Расход материала на программу (стр. 1 ´ стр. 3), кг |
|||||
|
7. Отходы на программу (стр. 1´ стр. 5), кг |
|||||
|
Продолжение табл. 7 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
8. Оптовая цена материала, у.е./кг |
|||||
|
9. Оптовая цена отходов, у.е./кг |
|||||
|
10. Затраты на материалы на программу с учётом транспортно-заготовительных расходов (стр. 6 ´ стр. 8 ´ 1,05), у.е. |
|||||
|
11. Стоимость реализуемых отходов (стр. 7 ´ стр. 9), у.е. |
|||||
|
12. Затраты на материалы за вычетом реализуемых отходов (стр. 10 – стр. 11), у.е. |
|||||
|
13. Затраты на деталь (стр. 12:стр. 1), у.е./шт. |
|||||
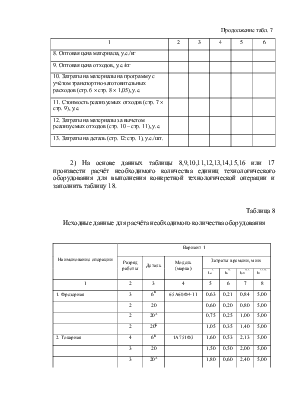
2) На основе данных таблицы 8,9,10,11,12,13,14,15,16 или 17 произвести расчёт необходимого количества единиц технологического оборудования для выполнения конкретной технологической операции и заполнить таблицу 18.
Таблица 8
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 1 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to* |
tв** |
tоп*** |
tн**** |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Фрезерная |
3 |
6В |
65А60Ф4-11 |
0,63 |
0,21 |
0,84 |
5,00 |
|
2 |
20 |
0,60 |
0,20 |
0,80 |
5,00 |
||
|
2 |
20А |
0,75 |
0,25 |
1,00 |
5,00 |
||
|
2 |
20Б |
1,05 |
0,35 |
1,40 |
5,00 |
||
|
2. Токарная |
4 |
6В |
1А751Ф3 |
1,60 |
0,53 |
2,13 |
5,00 |
|
3 |
20 |
1,50 |
0,50 |
2,00 |
5,00 |
||
|
3 |
20А |
1,80 |
0,60 |
2,40 |
5,00 |
||
|
Продолжение табл. 8 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
3 |
20Б |
2,70 |
0,90 |
3,60 |
5,00 |
||
|
3. Круглошлифовальная |
4 |
6В |
3У12ВФ11 |
1,80 |
0,60 |
2,40 |
5,00 |
|
4 |
20 |
1,60 |
0,50 |
2,10 |
5,00 |
||
|
4 |
20А |
2,10 |
0,70 |
2,80 |
5,00 |
||
|
4 |
20Б |
3,40 |
1,10 |
4,50 |
5,00 |
||
|
4. Шлифовальная |
5 |
6В |
345А-01 |
3,60 |
1,20 |
4,80 |
5,00 |
|
4 |
20 |
3,10 |
1,00 |
4,10 |
5,00 |
||
|
4 |
20А |
4,00 |
1,30 |
5,30 |
5,00 |
||
|
4 |
20Б |
4,50 |
1,50 |
6,00 |
5,00 |
||
|
* Основное (машинное) время. |
|||||||
|
** Вспомогательное (ручное или роботизированное) время. |
|||||||
|
*** Операционное время (сумма основного и вспомогательного времени). |
|||||||
|
**** Время на переналадку оборудования, необходимое для перехода от одного типоразмера (номенклатуры) деталей к другому. |
|||||||
Таблица 9
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 2 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to |
tв |
tоп |
tн |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Фрезерная |
3 |
6В |
65А80ПМФ4 |
0,40 |
0,10 |
0,50 |
3,0 |
|
2 |
20 |
0,40 |
0,10 |
0,50 |
3,0 |
||
|
2 |
20А |
0,50 |
0,10 |
0,60 |
3,0 |
||
|
2 |
20Б |
1,00 |
0,20 |
1,20 |
3,0 |
||
|
Продолжение табл. 9 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
2. Токарная |
4 |
6В |
16Б16Т1С1РМ1 |
1,50 |
0,20 |
1,70 |
3,0 |
|
3 |
20 |
1,30 |
0,20 |
1,50 |
3,0 |
||
|
3 |
20А |
1,40 |
0,20 |
1,60 |
3,0 |
||
|
3 |
20Б |
2,20 |
0,30 |
2,50 |
3,0 |
||
|
3. Круглошлифовальная |
4 |
6В |
3М152МФ2-01 |
1,50 |
0,20 |
1,70 |
3,0 |
|
4 |
20 |
1,30 |
0,20 |
1,50 |
3,0 |
||
|
4 |
20А |
1,60 |
0,30 |
1,90 |
3,0 |
||
|
4 |
20Б |
3,00 |
0,30 |
3,30 |
3,0 |
||
|
4. Шлифовальная |
5 |
6В |
М345АР-01Б |
3,00 |
0,60 |
3,60 |
3,0 |
|
4 |
20 |
2,60 |
0,50 |
3,10 |
3,0 |
||
|
4 |
20А |
3,45 |
0,55 |
4,00 |
3,0 |
||
|
4 |
20Б |
4,00 |
0,60 |
4,60 |
3,0 |
||
Таблица 10
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 3 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to |
tв |
tоп |
tн |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Отрезная |
2 |
1А |
8Б72К |
3,0 |
1,0 |
4,0 |
5,0 |
|
2 |
4А |
2,0 |
1,0 |
3,0 |
5,0 |
||
|
2 |
4Б |
2,0 |
1,0 |
3,0 |
5,0 |
||
|
2 |
5Б |
2,5 |
1,0 |
3,5 |
5,0 |
||
|
2. Токарная |
3 |
1А |
16Б16Ф3-31 |
110,0 |
37,0 |
147,0 |
10,0 |
|
3 |
4А |
105,5 |
34,5 |
140,0 |
10,0 |
||
|
3 |
4Б |
130,0 |
43,0 |
173,0 |
10,0 |
||
|
3 |
5Б |
40,5 |
13,5 |
54,0 |
10,0 |
||
|
Продолжение табл. 10 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
3. Фрезерная |
3 |
1А |
6720ВФ2 |
12,5 |
4,0 |
16,5 |
5,0 |
|
4 |
4А |
8,5 |
3,0 |
11,5 |
5 |
||
|
4 |
4Б |
9,5 |
3,1 |
12,6 |
5,0 |
||
|
4 |
5Б |
75,5 |
25,0 |
100,5 |
5,0 |
||
|
4. Круглошлифовальная |
4 |
1А |
3М152МФ2-01 |
22,5 |
7,5 |
30,0 |
5,0 |
|
4 |
4А |
36,5 |
12,5 |
49,0 |
5,0 |
||
|
4 |
4Б |
42,5 |
14,5 |
57,0 |
5,0 |
||
|
4 |
5Б |
24,0 |
8,0 |
32,0 |
5,0 |
||
|
5. Шлицешлифовальная |
5 |
5Б |
345А-01 |
24,0 |
8,0 |
32,0 |
0,0 |
Таблица 11
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 4 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to |
tв |
tоп |
tн |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Отрезная |
2 |
1А |
8Г662Ф2 |
2,0 |
0,3 |
2,3 |
3,0 |
|
2 |
4А |
1,4 |
0,3 |
1,7 |
3,0 |
||
|
2 |
4Б |
1,4 |
0,3 |
1,7 |
3,0 |
||
|
2 |
5Б |
1,7 |
0,3 |
2,0 |
3,0 |
||
|
2. Токарная |
3 |
1А |
16Б16Т1-03 |
80,0 |
20,0 |
100,0 |
5,0 |
|
3 |
4А |
80,0 |
15,0 |
95,0 |
5,0 |
||
|
3 |
4Б |
100,0 |
17,0 |
117,0 |
5,0 |
||
|
3 |
5Б |
30,0 |
10,0 |
40,0 |
5,0 |
||
|
3. Фрезерная |
3 |
1А |
6720ВФ2 |
12,0 |
2,0 |
14,0 |
5,0 |
|
4 |
4А |
6,5 |
1,5 |
8,0 |
5,0 |
||
|
4 |
4Б |
9,0 |
1,0 |
10,0 |
5,0 |
||
|
Продолжение табл. 11 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
4 |
5Б |
55,0 |
10,0 |
65,0 |
5,0 |
||
|
4. Круглошлифовальная |
4 |
1А |
3М152МФ2-01 |
20,0 |
4,0 |
24,0 |
5,0 |
|
4 |
4А |
26,0 |
9,0 |
35,0 |
5,0 |
||
|
4 |
4Б |
32,5 |
9,5 |
42,0 |
5,0 |
||
|
4 |
5Б |
24,0 |
4,0 |
28,0 |
5,0 |
||
|
5. Шлицешлифовальная |
5 |
5Б |
М345АР-01Б |
24,0 |
4,0 |
28,0 |
0,0 |
Таблица 12
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 5 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to |
tв |
tоп |
tн |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Фрезеровка нижней плоскости |
3 |
1 |
6606 |
4,0 |
1,1 |
5,1 |
15,0 |
|
3 |
2 |
4,8 |
1,5 |
6,3 |
15,0 |
||
|
3 |
3 |
8,8 |
2,5 |
11,3 |
15,0 |
||
|
2. Предварительная расточка отверстия; подрезка торцов |
3 |
1 |
1К62Д |
6,5 |
2,6 |
9,1 |
10,0 |
|
3 |
2 |
7,0 |
3,1 |
10,1 |
10,0 |
||
|
3 |
3 |
5,5 |
2,0 |
7,5 |
10,0 |
||
|
3. Окончательная расточка отверстия |
3 |
1 |
2620В |
7,0 |
2,7 |
9,7 |
10,0 |
|
3 |
2 |
8,0 |
3,4 |
11,4 |
10,0 |
||
|
3 |
3 |
8,5 |
3,5 |
12,0 |
10,0 |
||
|
4. Сверление трёх отверстий и нарезка резьбы |
4 |
1 |
2А576 |
6,6 |
2,0 |
8,6 |
10,0 |
|
4 |
2 |
6,8 |
2,5 |
9,3 |
10,0 |
||
|
4 |
3 |
7,0 |
2,8 |
9,8 |
10,0 |
||
|
Продолжение табл. 12 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
5. Протяжка шпоночного паза |
4 |
1 |
7545 |
3,0 |
1,2 |
4,2 |
15,0 |
|
4 |
2 |
3,4 |
1,4 |
4,8 |
15,0 |
||
|
4 |
3 |
3,8 |
1,4 |
5,2 |
15,0 |
||
Таблица 13
Исходные данные для расчёта необходимого количества оборудования
|
Наименование операции |
Вариант 6 |
||||||
|
Разряд работы |
Деталь |
Модель (марка) |
Затраты времени, мин. |
||||
|
to |
tв |
tоп |
tн |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1. Отрезная |
2 |
3Б |
8Б72К |
1,5 |
0,5 |
2,0 |
3,0 |
|
2 |
4 |
1,9 |
0,6 |
2,5 |
3,0 |
||
|
2 |
5А |
1,9 |
0,6 |
2,5 |
3,0 |
||
|
2 |
6Б |
2,3 |
0,7 |
3,0 |
3,0 |
||
|
2. Токарная |
4 |
3Б |
16В05АФ30 |
78,0 |
26,0 |
104,0 |
10,0 |
|
3 |
4 |
102,0 |
34,0 |
136,0 |
10,0 |
||
|
3 |
5А |
36,0 |
12,0 |
48,0 |
10,0 |
||
|
3 |
6Б |
24,5 |
8,5 |
33,0 |
10,0 |
||
|
3. Фрезерная |
3 |
3Б |
65А60Ф4-11 |
9,0 |
3,0 |
12,0 |
5,0 |
|
3 |
4 |
7,0 |
2,0 |
9,0 |
5,0 |
||
|
3 |
5А |
66,0 |
22,0 |
88,0 |
5,0 |
||
|
3 |
6Б |
12,0 |
4,0 |
16,0 |
5,0 |
||
|
4. Круглошлифовальная |
4 |
3Б |
3М152МВФ2-01 |
17,0 |
6,0 |
23,0 |
4,0 |
|
4 |
4 |
33,0 |
11,0 |
44,0 |
4,0 |
||
|
4 |
5А |
21,0 |
7,0 |
28,0 |
4,0 |
||
|
4 |
6Б |
17,0 |
6,0 |
23,0 |
4,0 |
||
|
5. Шлицешлифовальная |
5 |
5Б |
345А-01 |
21,0 |
7,0 |
28,0 |
0,0 |
Таблица 14
Исходные данные для расчёта необходимого количества оборудования
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.