Леция-5
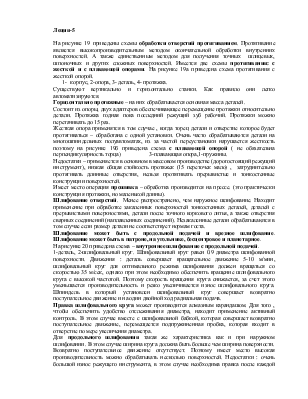
На рисунке 19 приведены схемы обработки отверстий протягиванием. Протягивание является высокопроизводительным методом окончательной обработки внутренних поверхностей. А также единственным методом для получения точных шлицевых, шпоночных и других сложных поверхностей. Имеется две схемы протягивания: с жесткой и с плавающей опорами. На рисунке 19а приведена схема протягивания с жесткой опорой.
1- корпус, 2-опора, 3- деталь, 4- протяжка.
Существуют вертикально и горизонтально станки. Как правило они легко автоматизируются.
Горизонтально протяжные – на них обрабатывается основная масса деталей.
Состоит из опоры, двух адаптеров обеспечивающее перемещение протяжки относительно детали. Протяжка годная пока последний режущий зуб рабочий. Протяжки можно перетачивать до 15 раз.
Жесткая опора применятся в том случае , когда торец детали и отверстие которое будет протягиваться – обработана с одной установки. Очень часто обрабатываются детали на многошпиндельных полуавтоматах, из за частой переустановки нарушается жесткость поэтому на рисунке 19б приведена схема с плавающей опорой ( не обязательна перпендикулярность торца) 3-плавающая опора,1-пружины.
Недостатки – применяется в основном в массовом производстве (дорогостоящий режущий инструмент), низкая общая стойкость протяжек (15 переточек мало) , затруднительно протягивать длинные отверстия, нельзя протягивать прерывистые и тонкостенные конструкции поверхностей.
Имеет место операция прошивка – обработка производится на прессе. (это практически конструкция протяжки, но маленькой длины).
Шлифование отверстий. Менее распространено, чем наружное шлифование. Находит применение при обработке закаленных поверхностей тонкостенных деталей, деталей с прерывистыми поверхностями, детали после точного коркового литья, а также отверстия сварных соединений (наплавленных соединений). Незакаленные детали обрабатываются в том случае если размер детали не соответствует нормам госта.
Шлифование может быть с продольной подачей и врезное шлифование. Шлифование может быть в патроне, на угольнике, бесцентровое и планетарное.
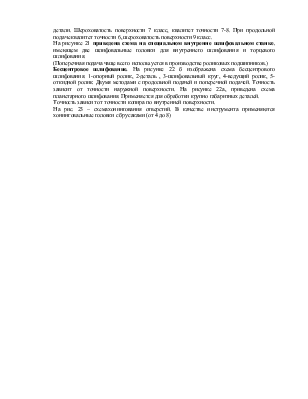
На рисунке 20 приведена схема – внутреннее шлифование с продольной подачей.
1-деталь, 2-шлифовальный круг. Шлифовальный круг равен 0.9 диаметра шлифованной поверхности. Движения : деталь совершает вращательное движение 5-10 м/мин, шлифовальный круг для оптимального режима шлифования должен вращаться со скоростью 35 м/сек, однако при этом необходимо обеспечить вращение шлифовального круга с высокой частотой. Поэтому скорость вращения круга снижается, за счет этого уменьшается производительность и резко увеличивается износ шлифовального круга. Шпиндель в который установлен шлифовальный круг совершает возвратно поступательное движение и на один двойной ход радиальная подача.
Правка шлифовального круга может производится алмазным карандашом. Для того , чтобы обеспечить удобство отслеживания диаметра, находит применение активный контроль. В этом случае вместе с шлифовальной бабкой, которая совершает возвратно поступательное движение, перемещается подпружиненная пробка, которая входит в отверстие по мере увеличения диаметра.
Для продольного шлифования такая же характеристика как и при наружном шлифовании. В этом случае ширина круга должна быть больше чем ширина поверхности. Возвратно поступательное движение отсутствует. Поэтому имеет место высокая производительность можно обрабатывать несколько поверхностей. Недостатки : очень большой износ режущего инструмента, в этом случае необходима правка после каждой детали. Шероховатость поверхности 7 класс, квалитет точности 7-8. При продольной подаче квалитет точности 6, шероховатость поверхности 9 класс.
На рисунке 21 приведена схема на специальном внутренне шлифовальном станке, имеющем две шлифовальные головки для внутреннего шлифования и торцевого шлифования.
(Поперечная подача чаще всего используется в производстве роликовых подшипников.)
Бесцентровое шлифование. На рисунке 22 б изображена схема бесцентрового шлифования. 1-опорный ролик, 2-деталь , 3-шлифовальный круг, 4-ведущий ролик, 5-откидной ролик. Двумя методами с продольной подачей и поперечной подачей. Точность зависит от точности наружной поверхности. На рисунке 22а, приведена схема планетарного шлифования. Применяется для обработки крупно габаритных деталей.
Точность зависит от точности копира по внутренней поверхности.
На рис. 23 – схемахонингования отверстий. В качестве инструмента применяются хонинговальные головки с брусаками (от 4 до 8)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.