Метод копирования и метод обкатки
Может быть строгание, протягивание, фрезерование, долбление.
Образивный инструмент – шлифование.
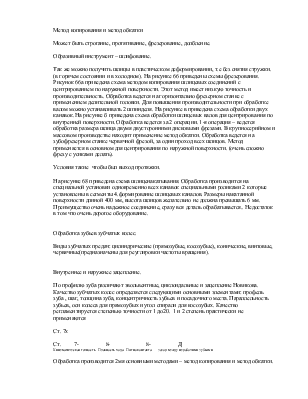
Так же можно получить шлицы в пластическом деформировании, т.е без снятия стружки. (в горячем состоянии и в холодном). На рисунке 66 приведены схемы фрезерования. Рисунок 66а приведена схема методом копирования шлицевых соединений с центрированием по наружной поверхности. Этот метод имеет низкую точность и производительность. Обработка ведется на горизонтально фрезерном станке с применением делительной головки. Для повышения производительности при обработке валом можно устанавливать 2 шпинделя. На рисунке в приведена схема обработки двух канавок. На рисунке б приведена схема обработки шлицевых валов для центрирования по внутренней поверхности. Обработка ведется за 2 операции. 1-я операция – ведется обработка размера шлица двумя двусторонними дисковыми фрезами. В крупносерийном и массовом производстве находит применение метод обкатки. Обработка ведется на зубофрезерном станке червячной фрезой, за один проход всех шлицов. Метод применяется в основном для центрирования по наружной поверхности. (очень сложно фрезу с усиками делать).
Условия такие чтобы был выход протяжки.
На рисунке 68 приведена схема шлиценакатывания. Обработка производится на специальной установки одновременно всех канавок специальными роликами 2 которые установлены в сегменты 4.формирование шлицевых каналов. Размеры накатанной поверхности длиной 400 мм, высота шлицов желательно не должна превышать 6 мм. Преимущество очень надежное соединение, сразу вся деталь обрабатывается.. Недостаток в том что очень дорогое оборудование.
Обработка зубьев зубчатых колес.
Виды зубчатых предач: цилиндрические (прямозубые, косозубые), конические, винтовые, червячные(предназначены для реуглировки частоты вращения).
Внутреннее и наружнее зацепление.
По профилю зуба различают эвольвентные, циклоидальные и зацепление Новикова. Качество зубчатых колес определяется следующими основными элементами: профель зуба , шаг, толщина зуба, концентричность зубьев и посадочного места. Параллельность зубьев, оси колеса для прямозубых и угол спирали для косозубых. Качество регламентируется степенью точности от 1 до20. 1 и 2 степень практически не применяются
Ст. 7х
Ст. 7- 8- 8- Д
Кинематическая точность Плавность хода Пятно контакта зазор между нерабочими зубьями
Обработка производится 2мя основными методами – метод копирования и метод обкатки.
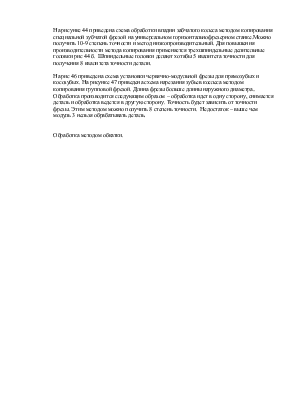
На рисунке 44 приведена схема обработки впадин забчатого колеса методом копирования специальной зубчатой фрезой на универсальном горизонтальнофрезерном станке.Можно получить 10-9 степень точности и метод низкопроизводительный. Для повышения производительности метода копирования применяется трехшпиндельные делительные головки рис 44 б. Шпиндельные головки делают хотябы 5 квалитета точности для получения 8 квалитета точности детали.
На рис 46 приведена схема установки червячно-модульной фрезы для прямозубых и косозубых. На рисунке 47 приведена схема нарезания зубьев коелеса методом копирования групповой фрезой. Длина фрезы больше длины наружного диаметра.. Обработка производится следующим образом – обработка идет в одну сторону, снимается деталь и обработка ведется в другую сторону. Точность будет зависить от точности фрезы. Этим методом можно получить 8 степень точности. Недостаток – выше чем модуль 3 нельзя обрабатывать деталь.
Обработка методом обкатки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.