Калибровка щупов в QUINDOS-e
1. Задачи калибровки и их решение в QUINDOS-e
Процес измерения на трехкоординатных машинах грубо говоря сводится к задаче о нахождении координат центра шарика щупа в системе координат машины. Дальше путем вычислений можно будет решить и более сложные метрологические задачи.
Таким образом первой задачей является определение пространственного рассположения щупа по отношению к какой то точке, движущейся с машиной – это позволяет соотнести показания оптических линеек с местоположением щупа.
С другой стороны, прижимаясь к детали сам щуп прогибается и при этом чем сложнее сам щуп, тем сложнее и эго поведение при прогибе. Этот прогиб необходимо учесть при определении местоположения и это возможно сделать благодаря измерительной головке, которая всегда точно следит за усилиями действующими на щуп. Второй задачей будет описать поведение щупа при прогибе.
В заключении можно будет определить местоположение центра щупа следующим образом:
Ø считывая показания оптических линеек, что дает нам представление о том где находится центр шарика эсли щуп не подвергался бы прогибу
Ø вводя коррекцию на этот прогиб.
 |
|||
 |
|||
В QUINDOS-е задачи эти решаются следующим образом:
Вводится понятие референтного щупа – для этого существует специальная комманда, в которой мы должны указать смещение щупа относительно нижней поверхности головки как оффсет по X, Y, Z. Ощупывая калибровочную сферу можно будет определить с одной стороны поведение щупа при прогибе и с другой стороны это дефинирует положение калибровочной сферы в объеме машины, что позволяет создать координатную систему калибровочной сферы. Последнее необходимо для калибровки всех остальных щупов. Выполняя комманду калибровки любого щупа и ощупывая сферу машина автоматически вычисляет смещение калибруемого щупа относительно референтного, а также строит себе модель поведения щупа при прогибе (матрицу прогиба).
2. Калибровка референтного щупа
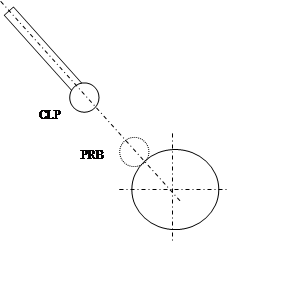
Проводится коммандой REFPRB… В большинстве случаев это короткий и жесткий вертикальный щуп. При этом задается расстояние от нижней плоскости головки до центра шарика щупа (это расстояние дается приблизительно). Выполнив комманду открывается маска номинальных точек. Машина подводится щупом над полюсом сферы на разстоянии 5-20 мм и вводится точка подхода CLP, после чего щупом нужно коснутся полюса вводя таким образом точку PRB. Нажимая на кнопку END на пульте машина начинает автоматический обмер сферы и заканчивается комманда.
Что делает комманда: Внутренне обмер сферы представляет собой небольшую измерительную программу – две точки введенные нами достаточны для грубого определения центра сферы, зная ее радиус и радиус щупа (по существу это ручная ориентировка - вот почему мы должны стремится ставить точнее CLP над полюсом и PRB на самом полюсе – иначе ось проведенная через эти две точки уклонится сильно от центра сферы). Дальше машина генерирует себе еще 2 точки на поверхности сферы что бы уточнить ее центр (автоматическая ориентировка – вот здесь будет видно эсли при ручных точек мы сделали большую ошибку). После этого приступается собствено к калибрации, сводящейся в ощупывании сферы определенным порядком.
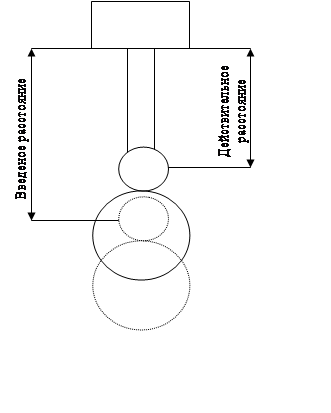 Само положение
калибровочной сферы произвольно – таким образом ошибка при вводе смещения щупа
не играет большой роли, так как она компенсируется в процесе ощупывания. Т.е.
если мы указали расстояние больше чем оно есть, то машина как бы ощупывет
воображаемым шариком воображаемую сферу, при этом этот воображаемый шарик
находится на заданном нами расстоянии и местоположение сферы рассчитывается по
этом расстоянии. Дальше мы будем
мерить этим воображаемым шариком, что не вносит погрешности и не будем
интересоватся действительным расстоянием.
Само положение
калибровочной сферы произвольно – таким образом ошибка при вводе смещения щупа
не играет большой роли, так как она компенсируется в процесе ощупывания. Т.е.
если мы указали расстояние больше чем оно есть, то машина как бы ощупывет
воображаемым шариком воображаемую сферу, при этом этот воображаемый шарик
находится на заданном нами расстоянии и местоположение сферы рассчитывается по
этом расстоянии. Дальше мы будем
мерить этим воображаемым шариком, что не вносит погрешности и не будем
интересоватся действительным расстоянием.
Результатом этой калибровки будут 3 важные вещи:
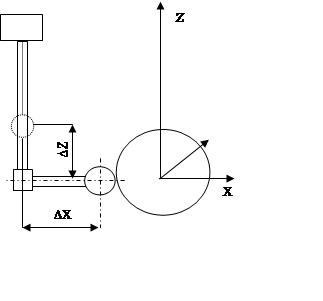
1. Определение местоположения щупа по данным введеным нами – это смещение по осям X, Y, Z.
2. Построение системы координат калибровочной сферы с направлениями осей совпадающим с направлением осей системы координат машины и нулем в центре воображаемой калибровочной сферы. Хотя здесь и говорится о воображаемой сферы, нам никак не удастся обнаружить что наша сфера физически смещена – дело в том что если ее измерить в этой только что построенной координатной системе, то мерить мы будем тоже воображаемым щупом и результат промера покажет что в этой системе координаты центра сферы на нулях.
3. Построение матрицы прогиба – матрица используется при просчете прогиба щупа на основе смещений в головке.
3. Калибровка остальных щупов
Комманда для калибровки CALSPH… Здесь уже не нужно задавать смещение относительно какой то точки, так как измеряя сферу каким либо щупом можно лекго определить местоположение щупа по отношению к сфере и таким образом, по отношению к референтному щупу. Порядок взятия точки аналогичен порядку при калибрации референтного щупа. Особо нужно отметить что калибрируя наклонный щуп у нас есть две возможности
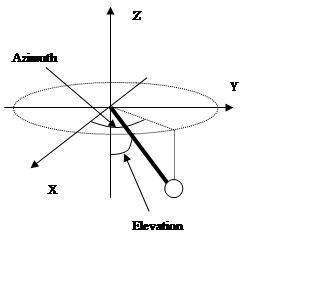
Ø Брать точки как можно точнее следуя за направлением щупа (наши две точки должны будут лежать на прямой, соответсвующей наклоном тела щупа и эта прямая должна проходить как можно ближе к центру сферы). Для этого лучше брать CLP на большом удалении от сферы (200-300 мм)
Ø Вводя два угла, определяющие положение щупа в пространстве.
 |
|||
 |
Результатом калибровки будут:
1. Вычисленное смещение щупа относительно референтного щупа
2. Матрица прогиба щупа
Из сказанного становится ясным что :
|
 большими как числа, насколько
смещена сфера. Это результат того что все калибрации после референтного щупа
проводятся в координатной системе калибровочной сферы, построенной при
калибровке референтного щупа. Есть комманда которая позволяет избежать
повторную калибровку референтного щупа, смещая координатную систему
калибровочной сферы по результатам ощупывания сферы любым откалиброванным
щупом. (REFCSY)
большими как числа, насколько
смещена сфера. Это результат того что все калибрации после референтного щупа
проводятся в координатной системе калибровочной сферы, построенной при
калибровке референтного щупа. Есть комманда которая позволяет избежать
повторную калибровку референтного щупа, смещая координатную систему
калибровочной сферы по результатам ощупывания сферы любым откалиброванным
щупом. (REFCSY)Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.