2. Положение калибровочной сферы, определенной при калибровке референтного щупа важно для точной калибровки всех остальных щупов – оно будет максимально точным при использовании короткого жесткого щупа, при котором даже минимальные ошибки при просчете прогиба удается избежать.
4. Матрица прогиба
Одной из сильных сторон измерительных головок является возможность учитывать очень точно прогиб щупа за счет считывания отклонений в измерительной головке. Каждому усилию приложенному на щупе соответствует какое то смещение в головке по 3 осям – путем ощупывания сферы с заданным диаметром можно установить и соответствие между смещением в головке и прогибом щупа. При этом можно грубо себе представить что в процесе калибровки устанавливается связь между пружинными константами пружин находящихся в головке и пружинных константах щупа в различными направлениями. Соотношение отклонения щупа к отклонению в головке является параметром на основе которого ведется рассчет прогиба. Он может быт меньше 1 (отклонения в головке больше чем прогиб щупа) и больше 1 (прогиб щупа больше чем отклонения в головке). Когда этот коефициент больше 1 программа выдает сообщение, так как такой большой коеффициент может быт из за использования гибкого щупа (в таком случае это нормально), но также и из за ошибки в задании диаметра шарика, диаметра калибровочной сферы или загрязнения последней. Так что используя жесткий щуп и получая коеффициент больше 1 мы должны искать причину. Для математического рассчета прогиба можно использоват 2 разные модели поведения щупов при прогибе – тип 2 (для вертикальных жестких щупов) и тип 3 (обязательно применять для всех остальных щупов и можно также для вертикальных коротких щупов).
Тип 2 предполагает симетричное поведение щупа при нагрузке в плоскости – т.е. нагружая щуп в любом направлении в плоскости XY он будет прогибатся одинаково. Это справедливо только для вертикальных щупов простой конфигурации. Калибрация типа 2 проводится всего 5-ю точками на поверхности сферы.
Тип 3 предполагает несиметричное поведение щупа при нагрузке и поэтому необходимо большее количество точек для просчета коеффициентов – 25. Всегда должно отдаватся предпочтение этому типу калибрации как наиболее точному.
Пример матрицы прогиба для простого вертикального щупа:
|
Отклонение по X |
Отклонение по Y |
Отклонение по Z |
|
|
Нагрузка по X |
0.5 |
0 |
0 |
|
Нагрузка по Y |
0 |
0.5 |
0 |
|
Нагрузка по Z |
0 |
0 |
0 |
5. Рассположение щупов в банках данных
Щупы используются обычно в разных программах, для разных деталей. Поэтому лучше всего сохранять их в глобальной базе данных GDB. Сам процес калибровки создает обыект типа щуп в локальной базе данных, а копирование всех щупов в глобальную можно сделать с помощью комманды CPYPRB. Есть также и сомманда для удаления всех существующих щупов в GDB – она называется DELPRBS. Эту комманду можно выполнить перед копированием, хотя само копирование перезаписывает старые данные (если они существуют) новыми.
Иногда предпочитают ставить комманду калибровки в самом начале программы измерения и тогда незачем копировать данные щупа в GDB. Все таки это имеет практический смысл для программ использующихся редко и с более специфическими конфигурациями щупов
6. Практические советы при проблеммах точности и калибрации
Обычно проблемы точности, а иногда и самой возможности провести измерение являются следствием плохой калибровки. В таком случае рекомендуется повторить калибровку лучше всего типом 3 начиная с референтного щупа и следя за:
Ø Правильностью ввода диаметра калибровочной сферы – через меню Config или просто посмотреть на GDBREA:CALR$NOR (LISREA GDBREA:CALR$NOR). Установить новый диаметр – через меню Config или через комманду DFNNOR.
Ø Чистоту калибровочной сферы.
Ø Правильностью ввода диаметра щупа
Ø Чистоту и целостность шарика щупа – при сомнении провести обмер сферы большим количеством точек и смотреть на погрешность формы сферы для разных щупов.
Те же самые проверки нужно провести если при самой комманде калибрации случается столкновении – к тому же нужно проследить очень внимательно за двумя точками, которые ставятся вручную – общее правило: Обе точки лежат на прямой проходящей через центр калибровочной сферы, а направление прямой определяется направлением тела щупа.
7. Угловые ограничения при калибрации
Для ограничения области ощупывания калибровочной сферы могут использоватся 3 угла – угол А, угол В, угол С. Формат ввода (А, В, С).
Угол А ограничивает полусферу (нормально она 180°) , где делаются касания.
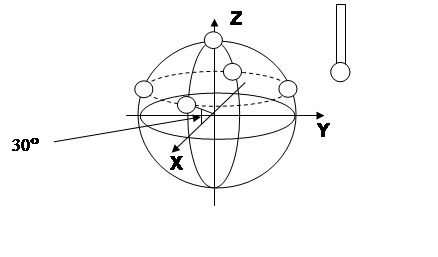 |
Пример для вертикального щупа, тип калибрации 2:
Угол А = 30°
Угол В = 0°
Угол С = 0°
Угол В ротирует точки касания на заданный угол.
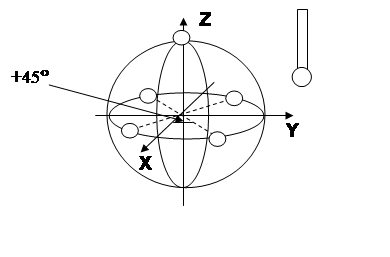 Пример для вертикального щупа, тип
калибрации 2:
Пример для вертикального щупа, тип
калибрации 2:
Угол А = 0°
Угол В = +45°
Угол С = 0°
Угол С индиректно ограничивает зону касаний, с целью избежания столкновения. Используется всегда вместе с углом В.
Пример для щупа под направлением -Х, тип калибрации 3:
В= - 90 + a тип калибрации 2 С = 270 + 2a - 360
тип калибрации 3 С = 315 + 2a - 360
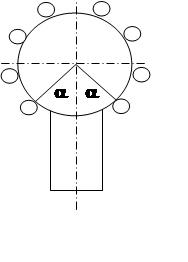 |
a в зависимости от конструкции калибро-
вочной сферы – здесь принимаем 40
В = - 90 + 40 = - 50
С = 315 + 2*40 – 360 = 35
Смысл этих формул:
· При типе калибрации 2 машина берет 4 точки по экватору. Угол между первой и последней точкой при равномерном расспределении – 270 градусов. Поэтому прибавляя к 270 еще и угол где не должно быть касаний получаем какое-то число, которое нужно соотнести с общим углом окружности 360.
· При типе калибрации 3 машина берет 8 точек по экватору. Угол между первой и последней точкой по экватору при равномерном расспределении – 315 градусов. Дальше логика аналогична описанной.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.