

9.ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНОГО ПЛАНУ ДІЛЯНКИ
9.1 Розрахунок потрібної кількості устаткування
Метою випускного проекту бакалавра є розробка механічної ділянки по обробці деталі «Вал 150.37.104» з річною програмою випуску 110 тис. штук. Розроблення ділянка повинна забезпечувати масовий тип виробництва, тому обладнання будемо розташовувати у безперервно-потоковій лінії. Для такого типу ліній кількість верстатів для кожної операції визначають по такту випуску деталей, шт:
 де:
де:
![]() –
штучний час обробки на даній операції, хв;
–
штучний час обробки на даній операції, хв;
t - такт випуску деталей з лінії, хв.
В свою чергу, такт випуску деталей з безперервно-потокової лінії:
 де:
де:
![]() –
дійсний річний фонд часу верстата, год;
–
дійсний річний фонд часу верстата, год;
![]() – річна
програма випуску деталей, шт.
– річна
програма випуску деталей, шт.
Таким чином, кількість верстатів для кожної операції:
Далі розрахункова кількість верстатів округляється до найближчого більшого числа, та розраховується коефіцієнт завантаження верстата:
 де:
де:
![]() –
прийнята кількість верстатів для даної операції, шт.
–
прийнята кількість верстатів для даної операції, шт.
Потрібно
порівняти коефіцієнти завантаження розрахований ![]() з
середнім
з
середнім ![]() , і якщо
, і якщо ![]() то
потрібно перерахувати потрібну кількість верстатів
то
потрібно перерахувати потрібну кількість верстатів ![]() з
урахуванням коефіцієнту використання
з
урахуванням коефіцієнту використання ![]() :
:
 ,
,
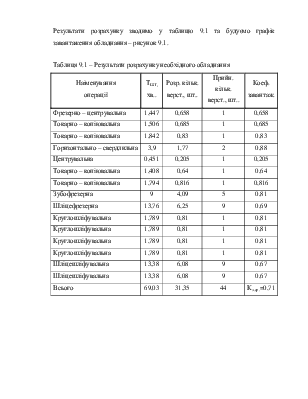
Результати розрахунку зводимо у таблицю 9.1 та будуємо графік завантаження обладнання – рисунок 9.1.
Таблиця 9.1 – Результати розрахунку необхідного обладнання
|
Наіменування операції |
ТШТ, хв.. |
Розр. кільк. верст., шт.. |
Прийн. кільк. верст., шт.. |
Коеф. завантаж. |
|
Фрезерно – центрувальна |
1,447 |
0,658 |
1 |
0,658 |
|
Токарно – копіювальна |
1,506 |
0,685 |
1 |
0,685 |
|
Токарно – копіювальна |
1,842 |
0,83 |
1 |
0,83 |
|
Горизонтально – свердлильна |
3,9 |
1,77 |
2 |
0,88 |
|
Центрувальна |
0,451 |
0,205 |
1 |
0,205 |
|
Токарно – копіювальна |
1,408 |
0,64 |
1 |
0,64 |
|
Токарно – копіювальна |
1,794 |
0,816 |
1 |
0,816 |
|
Зубофрезерна |
9 |
4,09 |
5 |
0,81 |
|
Шліцефрезерна |
13,76 |
6,25 |
9 |
0,69 |
|
Круглошліфувальна |
1,789 |
0,81 |
1 |
0,81 |
|
Круглошліфувальна |
1,789 |
0,81 |
1 |
0,81 |
|
Круглошліфувальна |
1,789 |
0,81 |
1 |
0,81 |
|
Круглошліфувальна |
1,789 |
0,81 |
1 |
0,81 |
|
Шліцешліфувальна |
13,38 |
6,08 |
9 |
0,67 |
|
Шліцешліфувальна |
13,38 |
6,08 |
9 |
0,67 |
|
Всього |
69,03 |
31,35 |
44 |
Кз.ср.=0,71 |
9.2 Описання й обґрунтування технологічного планування ділянки
Планування дільниці виконуємо в масштабі 1:100. Планування починаємо з нанесення сітки колон.
Приймаємо сітку колон 12x24 м і розмір колони 0,4х 0,6 м.
Верстати в цьому випадку раціонально розташувати з обох сторін транспортної лінії, тому що при іншому плануванні довжина дільниці буде вище припустимої довжини 70 м.
Характерні відстані між стінками: для дрібних верстатів — 0,7 м, для середніх — 0,9 м, для великих — 1,5 м.
При багатоверстатному обслуговуванні приймаємо стандартну відстань між дрібними й середніми верстатами — 1,5 м, між великими — 1,8 м.
Відстань від найбільш виступаючої частини верстата до транспортної лінії не менш 0,8 м, до границі дільниці — не менш 0,4 м.
По всій дільниці до операцій, де є необхідність у збиранні стружки, проходить підземний канал для транспортування стружки. У кожного робочого місця (при багатоверстатному обслуговуванні один або кілька верстатів) є люки для збирання стружки. Канал виходить на центральний канал транспортування стружки всього цеху, що виходить до місця збору стружки, звідки вона вивозиться автотранспортом.
На дільниці є підведення стисненого повітря тиском 0,4 МПа.
З обох сторін дільниця обмежена проїздом, шириною 4,5м.
Деталь із місця зберігання заготовки подається на ланцюговий транспортер транспортним робітником і далі надходить на фрезерну операцію. Далі деталь по транспортеру переміщається від операції до операції. Після остаточної обробки деталі проходять через мийну машину й попадають на контрольний стіл ВТК. Перевірені придатні деталі встановлюють на місце розташування готових деталей, звідки вони вивозяться електрокарами на складальну дільницю.
Всі дані, що отримані при плануванні дільниці заносимо в табл. 9.2.
Таблиця 9.2 —Показники, що отримані при плануванні дільниці
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.