









![]() 4. Визначення припусків на механічну
обробку та операційних розмірів деталі
4. Визначення припусків на механічну
обробку та операційних розмірів деталі
4.1 Загальні положення визначення припусків на механічну обробку
Визначення оптимальних припусків на обробку тісно зв’язано з встановленням граничних проміжних та початкових розмірів заготовки. Ці розміри необхідні для конструювання штампів, прес – форм, моделей, пристосувань, спеціальних ріжучих і вимірювальних інструментів, а також для наладки металорізальних верстатів та іншого технологічного обладнання. На основі оптимальних припусків можливо обґрунтовано визначити масу початкових заготовок, режим різання, а також норми часу на виконання операції механічної обробки. У машинобудуванні застосовують дослідно – статичний та розрахунково – аналітичний методи встановлення припусків на обробку.
4.2 Визначення припусків розрахунково – аналітичним методом
Застосування розрахунково – аналітичного методу визначення припусків знижує вихід металу в стружку порівняно з табличними значеннями. Створює єдину систему визначення припусків на обробку, сприяє підвищенню технологічної культури виробництва.
Для
розрахунку припусків обираємо три найбільш точні поверхні: зовнішню циліндричну
Æ ![]() , Æ
, Æ ![]() та
лінійну – 514 h13(-1.1).
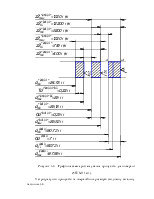
Ці поверхні були обрані по технологічним розумінням і обґрунтовуються тим що
вони є найбільш відповідальні і несуть важливу функціональну роль, тому
потребують більш детального та ретельного розрахунку припусків та режимів
різання. Зображення поверхонь зображені на рисунку 4.1.
та
лінійну – 514 h13(-1.1).
Ці поверхні були обрані по технологічним розумінням і обґрунтовуються тим що
вони є найбільш відповідальні і несуть важливу функціональну роль, тому
потребують більш детального та ретельного розрахунку припусків та режимів
різання. Зображення поверхонь зображені на рисунку 4.1.
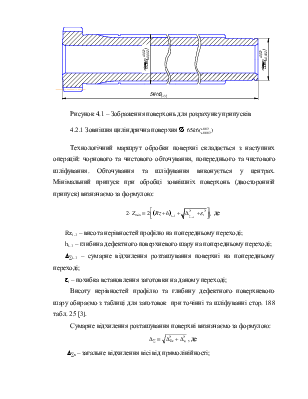
Рисунок 4.1 – Зображення поверхонь для розрахунку припусків
4.2.1
Зовнішня
циліндрична поверхня Æ ![]()
Технологічний маршрут обробки поверхні складається з наступних операцій: чорнового та чистового обточування, попереднього та чистового шліфування. Обточування та шліфування виконується у центрах. Мінімальний припуск при обробці зовнішніх поверхонь (двосторонній припуск) визначаємо за формулою:
 , де
, де
Rzi-1 – висота нерівностей профілю на попередньому переході;
hi-1 – глибина дефектного поверхневого шару на попередньому переході;
Dåi-1 – сумарне відхилення розташування поверхні на попередньому переході;
ei – похибка встановлення заготовки на даному переході;
Висоту нерівностей профілю та глибину дефектного поверхневого шару обираємо з таблиці для заготовок при точінні та шліфуванні стор. 188 табл. 25 [3].
Сумарне відхилення розташування поверхні визначаємо за формулою:
![]() , де
, де
Dåк – загальне відхилення вісі від прямолінійності;
![]() ,де
,де
![]() - відхилення вісі
деталі від прямолінійності, мкм на 1 мм (кривизни).
- відхилення вісі
деталі від прямолінійності, мкм на 1 мм (кривизни).
Середній діаметр, котрий необхідно знати для
вибору ![]() . Dср. =
65,1 мм.
. Dср. =
65,1 мм.
Кривизну ![]() стержню
обираємо по (3), табл. 19, стор. 187.
стержню
обираємо по (3), табл. 19, стор. 187. ![]() мкм/мм
мкм/мм
![]() мкм.
мкм.
![]() - зміщення вісі заготовки у результаті
похибки центрування.
- зміщення вісі заготовки у результаті
похибки центрування.
![]() , де
, де
Т – допуск на діаметральний розмір бази заготовки, використаної під час центрування. Допуск визначаємо по (3), табл.62 для поковки.
Т = 0,4 + 0,8 = 1,2 мм.
Тоді: ![]() мкм;
мкм;
![]() мкм.
мкм.
Величина залишкового просторового відхилення після чорнового та чистового точіння, попереднього та кінцевого шліфування визначаємо за формулою:
![]() , де
, де
![]() - коефіцієнт уточнювання, визначаємо по (3),
табл. 29, стор. 190.
- коефіцієнт уточнювання, визначаємо по (3),
табл. 29, стор. 190.
![]() - для чорнового точіння;
- для чорнового точіння;
![]() - для чистового точіння;
- для чистового точіння;
![]() - для попереднього шліфування;
- для попереднього шліфування;
![]() - для кінцевого шліфування.
- для кінцевого шліфування.
Визначаємо
величину ![]() для кожного переходу:
для кожного переходу:
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
Величина ![]() на усіх переходах буде дорівнювати 0, тому
що обробка деталі ведеться в центрах і виключає цю похибку.
на усіх переходах буде дорівнювати 0, тому
що обробка деталі ведеться в центрах і виключає цю похибку.
Далі визначаємо величину допуску по переходах згідно до квалітету точності з довідника 3, стор. 192, табл. 32.
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
Визначаємо найменший припуск на обробку по переходах з урахуванням отриманих даних:
![]() :
:
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
Визначаємо номінальний припуск на обробку по переходах виходячи з отриманих значень мінімального припуску:
![]() , де
, де
![]() - допуск розмірів на попередньому переході;
- допуск розмірів на попередньому переході;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
Визначаємо максимальний припуск на обробку по переходах з урахуванням отриманого номінального припуску:
![]() , де
, де
![]() - допуск розмірів на попередньому
переході;
- допуск розмірів на попередньому
переході;
![]() - допуск розмірів на даному переході;
- допуск розмірів на даному переході;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
Розраховуємо граничні розміри по технологічним переходам та кінцеві розміри заготовки:
![]() ;
;
![]() де
де
![]() - мінімальний припуск на діаметр;
- мінімальний припуск на діаметр;
![]() ,
, ![]() -
найменший та найбільший граничний розмір на попередньому переході;
-
найменший та найбільший граничний розмір на попередньому переході;
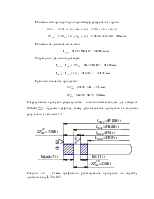
Розміри після кінцевого шліфування:
![]() мм;
мм;
![]() мм.
мм.
Розміри після попереднього шліфування:
![]() мм;
мм;
![]() мм.
мм.
Розміри після чистового точіння:
![]() мм;
мм;
![]() мм.
мм.
Розміри після чорнового точіння:
![]() мм;
мм;
![]() мм.
мм.
Розміри заготовки:
![]() мм;
мм;
![]() мм.
мм.
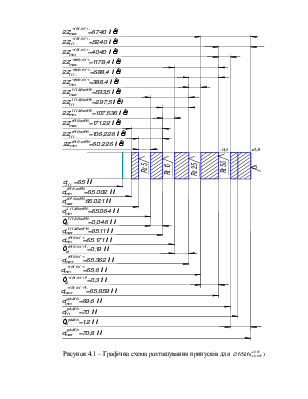
Розрахувавши
припуски для поверхні Æ![]() , будуємо графічну схему розташування
припусків та зводимо результати у таблицю 4.1.
, будуємо графічну схему розташування
припусків та зводимо результати у таблицю 4.1.
Рисунок
4.1 – Графічна схема розташування припусків для Æ![]()
4.2.2
Зовнішня
циліндрична поверхня Æ ![]()
Технологічний маршрут обробки поверхні складається з наступних операцій: чорнового та чистового обточування, попереднього та чистового шліфування. Обточування та шліфування виконується у центрах. Мінімальний припуск при обробці зовнішніх поверхонь (двосторонній припуск) визначаємо за формулою:
, де
Rzi-1 – висота нерівностей профілю на попередньому переході;
hi-1 – глибина дефектного поверхневого шару на попередньому переході;
Dåi-1 – сумарне відхилення розташування поверхні на попередньому переході;
ei – похибка встановлення заготовки на даному переході;
Висоту нерівностей профілю та глибину дефектного поверхневого шару обираємо з таблиці для заготовок при точінні та шліфуванні стор. 188 табл. 25 [3].
Сумарне відхилення розташування поверхні визначаємо за формулою:
![]() , де
, де
Dåк – загальне відхилення вісі від прямолінійності;
![]() ,де
,де
![]() - відхилення вісі
деталі від прямолінійності, мкм на 1 мм (кривизни).
- відхилення вісі
деталі від прямолінійності, мкм на 1 мм (кривизни).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.