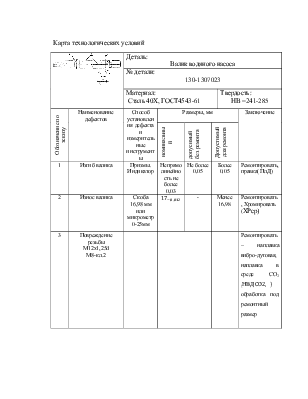
Карта технологических условий
|
|
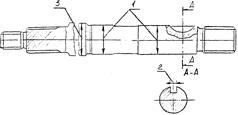
Деталь: Валик водяного насоса |
||||||
|
№ детали: 130-1307023 |
|||||||
|
Материал: Сталь 40Х, ГОСТ4543-61 |
Твердость: НВ =241-285 |
||||||
|
Обозначение по эскизу |
Наименование дефектов |
Способ установления дефекта и измерительные инструменты |
Размеры, мм |
Заключение |
|||
|
номинальный |
допусимый без ремонта |
Допустимый для ремонта |
|||||
|
1 |
Изгиб валика |
Призмы. Индикатор |
Непрямолинейность не более 0,03 |
Не более 0,05 |
Более 0,05 |
Ремонтировать, правка( ПлД) |
|
|
2 |
Износ валика |
Скоба 16,98 мм или микрометр0-25мм |
|
- |
Менее 16,98 |
Ремонтировать , Хромировать (ХРср) |
|
|
3 |
Повреждение резьбы М12х1,25d М8-кл.2 |
Ремонтировать– наплавка вибро-дуговая, наплавка в среде СО2
(НВД |
|||||
|
нагрузки |
Все кроме знакопеременных |
Все виды |
Все виды кроме сосредоточенныхи знакопеременных |
С ревномерным распределением |
|
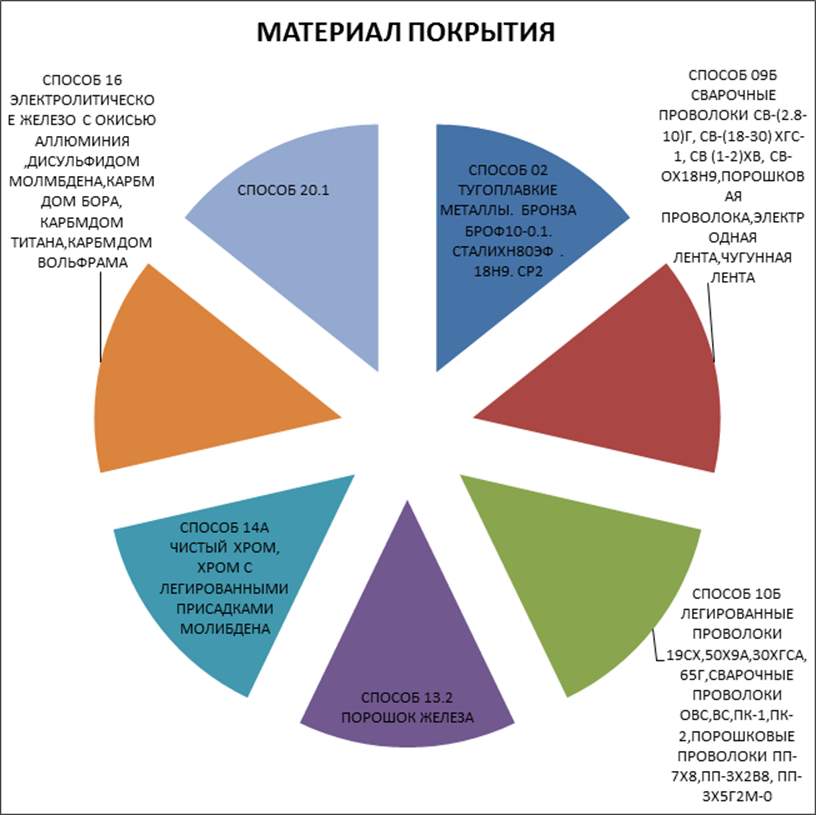
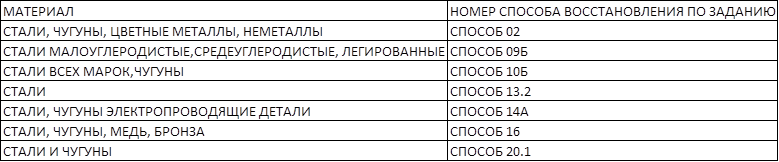
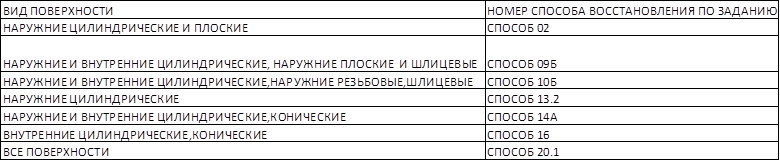
поверхности |
10 б, 14 а, |
09 б |
02, 13.2, 16, |
|
Сопряжения или посадки |
Способ восстановления |
|
Подвижные |
02,13.2, 14 |
|
Подвижные и неподвижные |
09б, 10б, 20.1 |
|
Неподвижные |
16 |

|
Способы восстановления |
Детали рекомендуемые для восстановления |
Недостатки способа восстановления |
|
|
02 |
Станины , подшипники скольжения, тела вращения(коленчатые валы, валы коробок передач,пеханизмы подачи ) |
Низкая прочность сцепления,сложность подготовки поверхности под нанесение покрытия,хрупкость покрытия |
|
|
09б |
Детали типа вал, каток, втулка, балансирная ось(коленчатые и распределительные валы,оси балансировочных тележек,кривошипы) |
Значительная зона термического влияния,остаточное напряжение,снижение усталостной прочности,необбходимость термообрботки |
|
|
10 б |
Цилиндрические детали типа «тело вращения»,втулки,посадочные места под подшипники( шатуны,коленчатые и распределительные валышейки чашек диффиринциалов,крестовины карданы) |
Снижение усталостной прочности,наличие пор и раковин, трещины. Неравномерность структуры и твердостипо поверхности и глубине нанесенного слоя |
|
|
13.2 |
Тарелки толкателя,бойки коромысел клапанов,кулочки распредвала |
Низкая твердость,значительная зона термического влияния, снижение усталостной прочности, неравномерность шва, |
|
|
14а |
Возможность автоматизации процесса по заданной программе. Детали , работающие в условиях граничной смазки и больших нагрузок. |
Снижение усталостной прочности,низкий выход по току, звтруднительная механическая обработка.необходимость тщательной очистки стоков электролитов ,их токсичность |
|
|
16 |
Возможность автоматизации процесса по заданной программе. Возможность получения покрытий , идентичных жаропрочным,нержавеющим,износостойким сталям.поверхности тел врвщения: оси,валы, резьбовые профили,посадочные места подшипников,головки цилиндров, блоки цилиндров,компрессоров. |
Снижение усталостной прочности, необходимость тщательной очистки стоков электролитов ,их токсичность |
|
|
20.1 |
Валы,оси( коленчатые валы,шестерни посадочные места подшипников) |
||
|
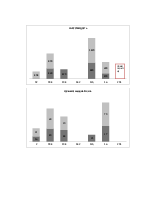
Название |
МЭД |
НСФпп |
НВДсо2 |
ЭНП |
ХРср |
Жвв |
ПлД |
|
1 |
12 |
55 |
18 |
40 |
|||
|
2 |
250 |
45 |
50 |
||||
|
3 |
0,5 |
2 |
1 |
0,5 |
0 |
0,15 |
|
|
4 |
15 |
4 |
3 |
1 |
1 |
1,2 |
|
|
5 |
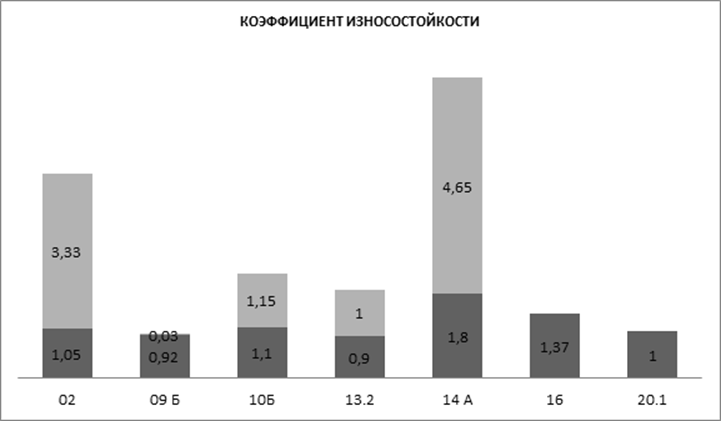
3,33 |
0,03 |
1,15 |
1 |
4,65 |
1,37 |
1 |
|
6 |
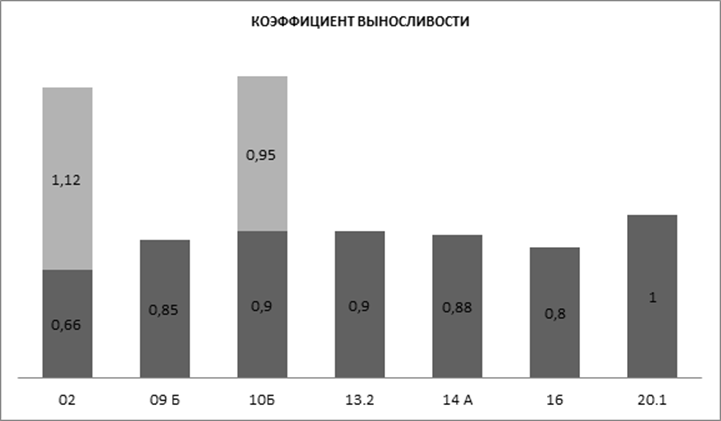
1,12 |
0,85 |
0,95 |
0,9 |
0,88 |
0,8 |
1 |
|
7 |
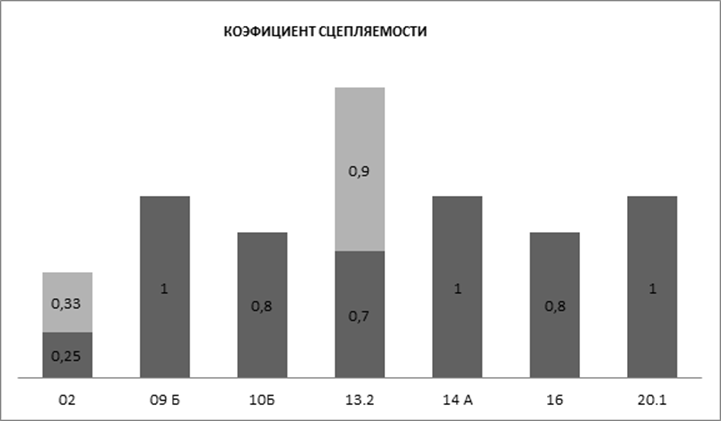
0,33 |
1 |
0,8 |
0,9 |
1 |
0,8 |
1 |
|
8 |
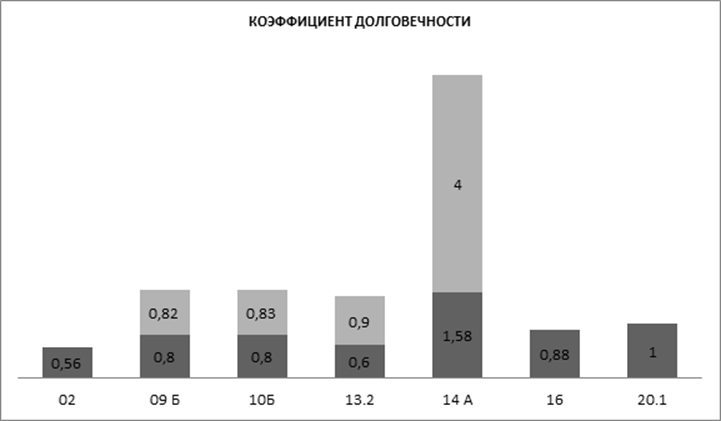
0,56 |
0,82 |
0,83 |
0,9 |
4 |
0,88 |
1 |
|
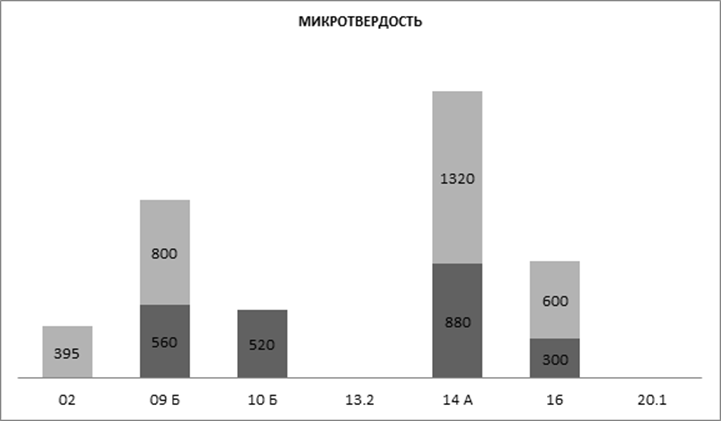
9 |
395 |
800 |
520 |
1320 |
700 |
||
|
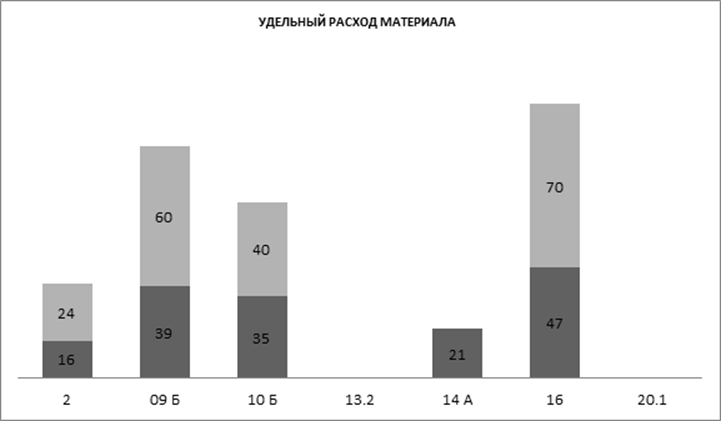
10 |
24 |
60 |
40 |
21 |
70 |
||
|
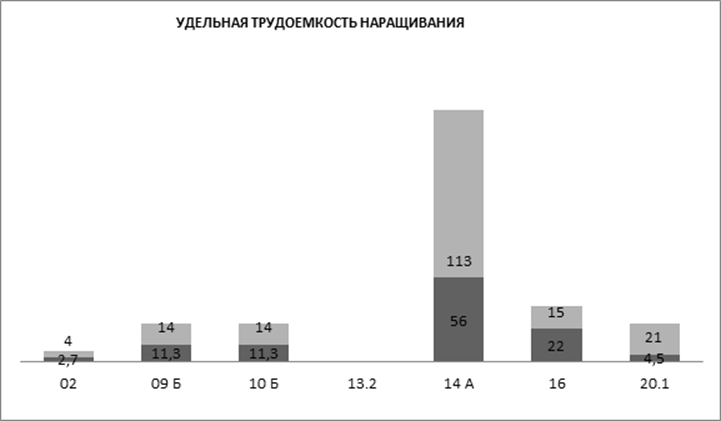
11 |
4 |
14 |
14 |
45 |
22 |
21 |
|
|
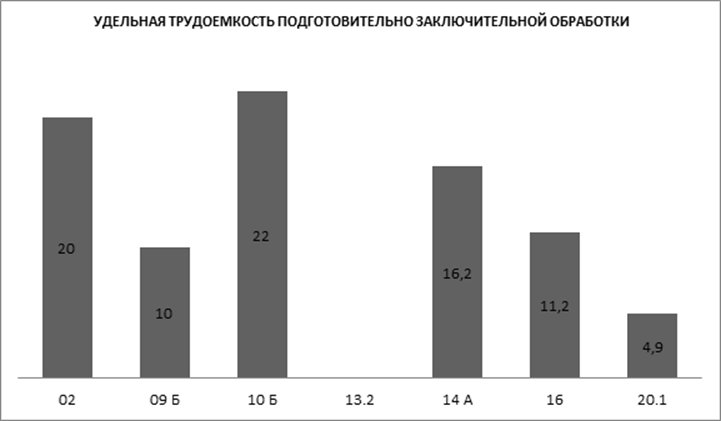
12 |
20 |
10 |
22 |
16,2 |
11,2 |
4,9 |
|
|
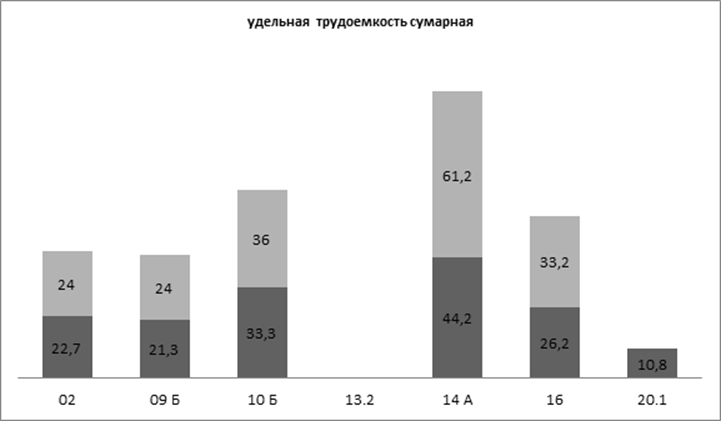
13 |
24 |
24 |
36 |
61,2 |
33,2 |
23,9 |
|
|
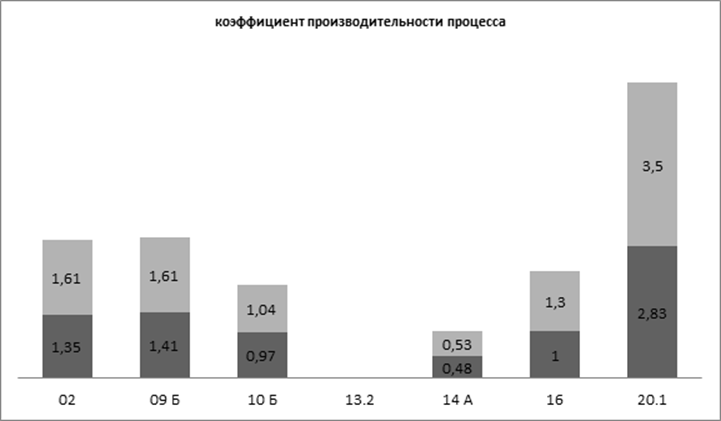
14 |
1,61 |
1,61 |
1,04 |
0,53 |
1,3 |
2,6 |
|
|
15 |
48,1 |
47 |
69 |
167 |
80 |
31 |
|
|
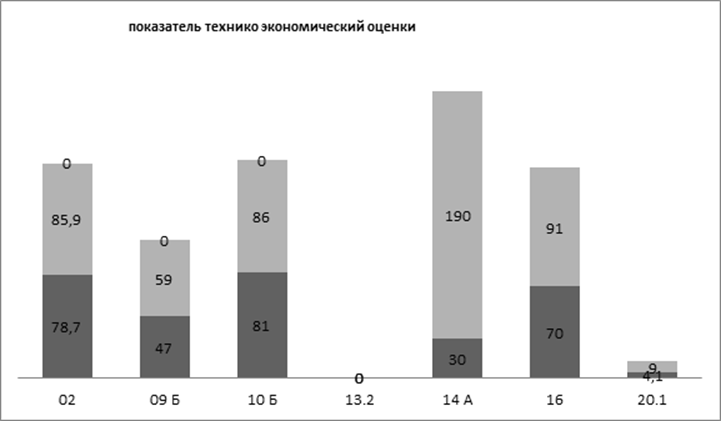
16 |
78,7 |
59 |
86 |
190 |
91 |
31 |
|
|
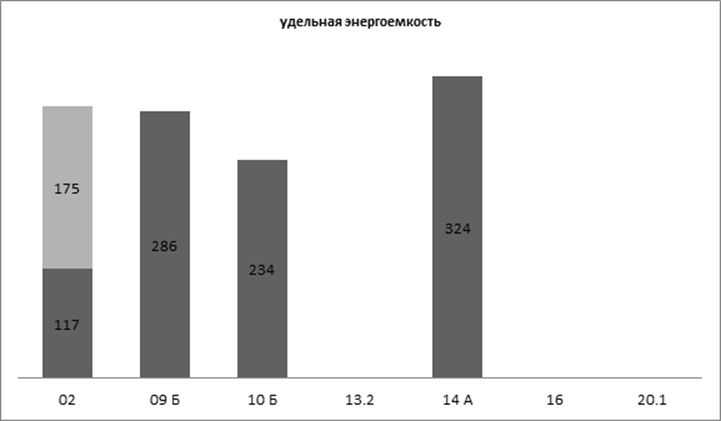
17 |
175 |
286 |
234 |
324 |
|||
|
18 |
803,25 |
1615,31 |
1092,77 |
45,2 |
2156,46 |
1063,9 |
118,4 |
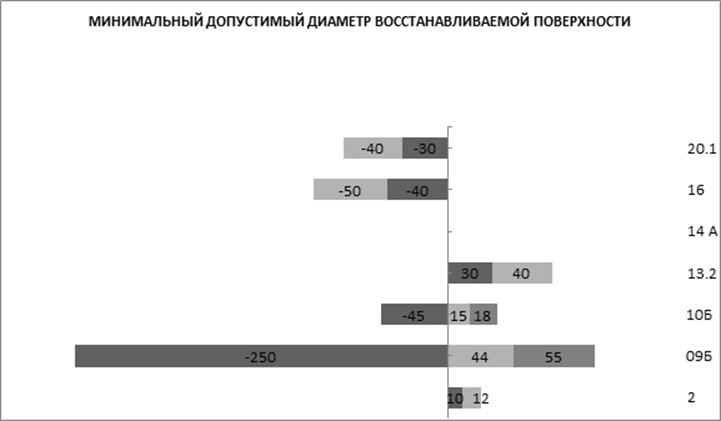
1- Наружный минимально допустимый диаметр восстанавливаемой поверхности
2- Внутренний минимально допустимый диаметр восстанавливаемой поверхности
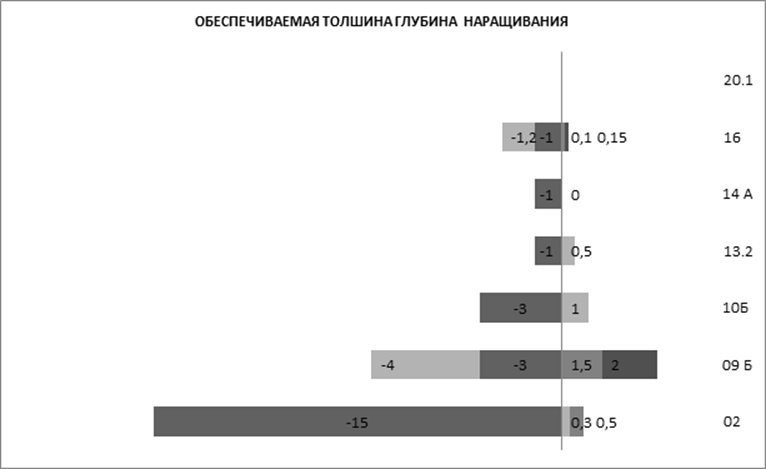
3- Минимальная толщина наращивания
4- Максимальная толщина наращивания
5- Коэффициент износостойкости
6- Коэффициент выносливости
7- Коэффициент сцепления
8- Коэффициент долговечности
9- Микротвердость
10- Удельный расход материала
11- Удельная трудоемкость наращивания
12- Подготовительно-заключительная обработка
13- Суммарная трудоемкость
14- Коэффициент производительности процесса
15- Удельная себестоимость восстановления
16- Показатель технико-экономической оценки
17- Удельная энергоемкость
18- Сумма рангов
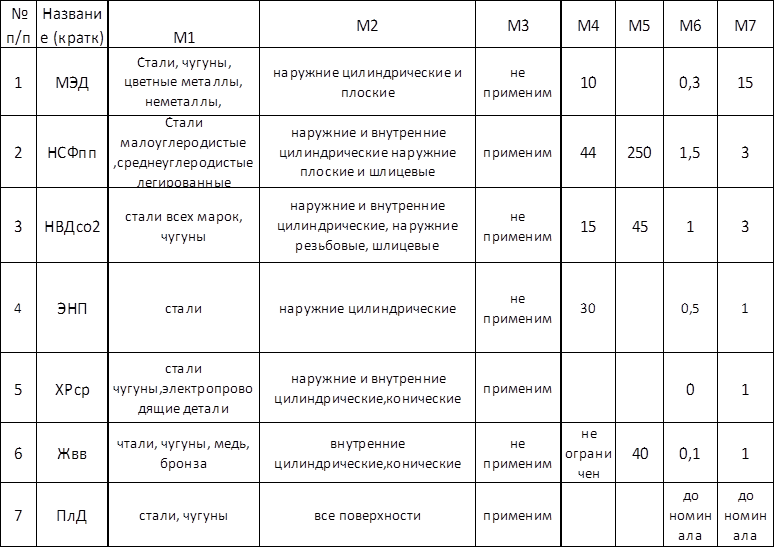
М1-вид основного материала изношенной поверхности
М2-вид поверхности восстановления(упрочнения)
М3-применимость способа по отношению к деталям, испытывающим знакопеременные нагрузки
М4-минимально допустимый диаметр восстанавливаемой поверхности: наружний
М5-минимально допустимый диаметр восстанавливаемой поверхности
М6-наименьшая практическая толщина покрытия
М7-наибольшая практическая толщина покрытия
http://ustroistvo-avtomobilya.ru/to-i-tr/e-lektrofizicheskie-sposoby-vosstanovleniya-detalej/
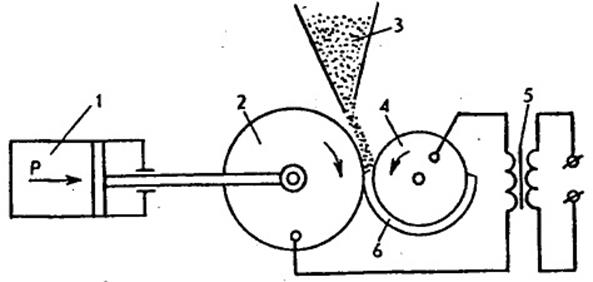
Рис. Схема электроконтактного напекания металлических порошков:
1 — силовой цилиндр; 2 — ролик; 3 — бункер с порошком; 4 — деталь; 5 — трансформатор; 6 — нанесенный слой; 7 — прижимное усилие.
1. Выбор способа восстановления
Выбираем способ восстановления, наружний диаметр
Таблица - Оценка способа восстановления по критерию применимости
|
№ п/п |
Название |
Название (кратк.) |
Частные отклики |
Обобщение отклики М |
|||||
|
|
|
|
|
|
|
||||
|
1 |
Металлизация электродуговая |
МЭД |
1 |
1 |
1 |
0 |
1 |
1 |
Не применим |
|
2 |
Наплавка под слоем флюса; порошковой проволокой |
НСФпп |
1 |
1 |
1 |
0 |
1 |
1 |
Не применим |
|
3 |
Наплавка вибродуговая в среде со2 |
НВД |
1 |
1 |
1 |
1 |
1 |
1 |
Применим |
|
4 |
Электронапекание |
ЭНП |
1 |
1 |
1 |
1 |
1 |
1 |
Применим |
|
5 |
Хромирование в саморегулирующемся электролите |
ХРср |
1 |
1 |
1 |
1 |
1 |
1 |
Применим |
|
6 |
Железнение вневанное |
Жвв |
1 |
0 |
1 |
1 |
1 |
1 |
Не применим |
|
7 |
Пластичная деформация |
ПлД |
0 |
1 |
1 |
- |
1 |
1 |
Не применим |
По критерию применимости могут быть использованы следующие способы:
наплавка вибродуговая в среде со2, электронапекание, хромирование в саморегулирующемся электролите
Таблица -Оценка способа восстановления по критерию долговечности
|
Способ восстановления |
Коэффициенты |
заключение |
||||
|
износостойкость |
выносливость |
Сцепления |
долговечность |
|||
|
Наплавка вибродуговая в среде со2 |
НВД
|
1,15 |
0,95 |
0,8 |
0,83 |
годен |
|
Электронапекание |
ЭНП |
1 |
0,9 |
0,9 |
0,9 |
годен |
|
Хромирование в саморегулирующемся электролите |
ХРср |
4,65 |
0,88 |
1 |
4 |
годен |
Таблица - Выбор способа восстановления по технико-экономическому
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.