Рассмотренное устройство работает следующим образом. В период установки ковша с жидким металлом на опорный стенд вентиль 5 перекрыт, и насосная станция создает разрежение в вакуумресивере 6 (вентиль 7 открыт). После установки ковша и герметизации камеры крышкой 2 при закрытом вентиле 3 открывают вентиль 5 с возможностью автоматической регулировки интенсивности снижения давления в вакуумной камере по заданной программе, что способствует исключению выброса металла из ковша. Также начинают продувку аргоном. При открытом вентиле 5 давление в вакуумной камере уравнивается с давлением в вакуумресивере, и с этого пониженного давления начинается откачка вакуум-камеры вакуум-насосами через вакуумресивер 6 и трубопровод с вентилем 5. Рабочее разрежение в вакуум-камере достигается при этом значительно быстрее, чем в традиционной установке. Поэтому возрастает продолжительность пребывания расплава при низком давлении в вакуум-камере. По окончании вакуумной обработки металла вентиль 5 закрывают, а вентиль 3 открывают и после выравнивания в камере внутреннего давления с атмосферным давлением крышку открывают и ковш с металлом извлекают.
Поведение металла и шлака при наборе вакуума контролируют визуально по телевизионному монитору с пульта управления или непосредственно на крышке вакуумкамеры через устройство визуального наблюдения. По окончании вакуумирования производят напуск воздуха в вакуумкамеру, поднимают и откатывают крышку. Поверхность металла засыпают шлаковой смесью (0,5-2 кг/т) для наводки нейтрального шлака (при необходимости).
Продолжительность основных технологических операций и снижение температуры металла при вакуумной обработке (табл. 3.1.)
Таблица 3.1. - Продолжительность технологических операций и снижение температуры металла на УВС
|
Наименование операции |
Продолжительность, мин |
Снижение температуры, °С |
|
Передача ковша с металлом |
5 |
10 |
|
Набор вакуума |
1 |
3 |
|
Выдержка при минимальном остаточном давлении |
10 |
25-45 |
|
Разгерметизация камеры, раскисление и выдача ковша на разливку |
7 |
10 |
|
Итого: |
24 |
58 |
3.1.5 Разливка стали
Разливку стали в слитки будем осуществлять на разливочных площадках. Сборка оснастки, разливка и стрипперование слитков будут осуществляться на 3 разливочных площадках, укомплектованных навесными гидроцилиндрами привода шиберного затвора ковша и маслопроводами (опыт ЭСПЦ-3 ОАО ЧМК).
Разливку можно осуществлять как сверху в изложницы ( при большой массе слитка), так и сифонным способом.
3.1.5.1 Подготовка изложниц.
Для разливки нашей стали мы будем применять сквозные изложницы уширенные к верху, восьмиугольной формы (рисунок 17), так как данная форма изложницы предусмотрена для получения кузнечных слитков.
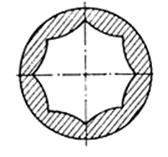
Рисунок 17 – Форма поперечного сечения изложницы
Большое число граней определяется желанием уменьшить удельное давление большой массы жидкого металла на образующуюся при кристаллизации корочку слитка и, следовательно, исключить возможные разрывы этой корочки и образование трещин.
Состояние внутренней поверхности изложницы должно обеспечивать получение хорошей поверхности слитка и нормальный выход его из изложницы. Верхние торцы изложниц в месте стыка с надставками прострагиваются или обрабатываются наждаком. Для обрыва слитков по литнику на верхнем торце изложницы рекомендуется иметь фаску.
При наличии дефектов на рабочей поверхности изложниц мастер разливки совместно с работником ОТК, учитывая степень развития дефектов, производят отбраковку изложниц.
Запрещается применять изложницы с отбитыми цапфами и краями, с сеткой разгара глубиной 4 мм и более на 30 % внутренней поверхности изложниц, с оплавлением (разрывом) глубиной 4 мм и более площадью 150x220 мм2 и более, с раковинами глубиной 5 мм и более с обрывом внутренней кромки верхнего торца глубиной 5 мм и более.
Запрещается применять изложницы с остатками шлакового гарнисажа от шлакообразующих примесей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.