ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ЮРГИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
Механико-машиностроительный факультет
Металлургия чёрных металлов
Кафедра металлургии чёрных металлов
Расчётно-пояснительная записка
к курсовому проекту
по курсу: «Конструкция и проектирование электрических печей
и агрегатов внепечной обработки»
ФЮРА 000210.00.000 ПЗ
Студент Р.С. Подзоров
гр. 10210
Руководитель
доцент к.т.н. И.Д. Рожихина
Юрга 2005
1 ОБЩАЯ ЧАСТЬ ……………………………………………………...5
1.1 Краткое описание отдельных узлов и механизмов ………………………5
1.1.1 Кожух печи ……………………………………………………………….5
1.1.2 Стеновые панели ………………………………………………………....5
1.1.3 Свод печи …………………………………………………………………6
1.1.4 Опоры печи и механизмы ее наклона …………………………………..7
1.1.5 Механизм перемещение электродов ……………………………………8
1.1.6 Электрододержатель ……………………………………………………..8
1.1.7 Шахта печи ……………………………………………………………….9
1.1.8 Манипулятор шахты ……………………………………………………10
1.1.9 Механизм поворота электродов ……………………………………….11
1.2 Электроснабжение ДСП ………………………………………………….12
2 РАСЧЕТНАЯ ЧАСТЬ ……………………………………………..14
2.1 Выбор основных электрических параметров ДСП ……………………..14
2.2 Выбор формы и определение размеров плавильного пространства печи……………………………………………………………………………….15
2.3 Тепловой расчет футеровки ДСП ……………………………………….19
2.4 Расчет элементов короткой сети ………………………………………..21
3 СПЕЦИАЛЬНАЯ ЧАСТЬ ………………………………………...23
СПИСОК ЛИТЕРАТУРЫ …………………………………………..26
ПРИЛОЖЕНИЕ А……………………………………………...27
В настоящее время для массовой выплавки стали, применяют дуговые электропечи (ДСП), питаемые переменным током, индукционные печи и получающие распространение в последние годы дуговые печи постоянного тока. При чем доля печей последних двух видов в общем объеме выплавки стали не велика.
В дуговых печах переменного тока в течение многих лет выплавляли основную часть высококачественных, легированных и высоколегированных сталей, которые было затруднительно либо невозможно выплавлять в конвертерах и мартеновских печах. Основные достоинства дуговых печей, позволяющие выплавлять такие стали, т. е. высококачественные, высоколегированные, заключаются в возможности быстро нагреть металл, а, следовательно, в печь можно вводить большее количество легирующих добавок; иметь в печи восстановительную атмосферу, что обеспечивает малый угар легирующих; возможность более полно раскислять металл, получая его с более низким содержанием оксидных неметаллических включений и серы; а также возможность плавно и точно регулировать температуру металла.
В последние годы резко возрос интерес к конструированию, строительству и эксплуатации шахтных ДСП. При этом необходимо отметить, что шахтные печи являются логическим развитием интенсификации периода плавления. Технология шахтной печи с интегрированы подогревом лома была разработана фирмой “Фукс-Системтехник”. Шахтная печь фирмы “Фукс-Системтехник” является запатентованной и успешно реализованной разработкой интегрированного подогрева лома с помощью горячих отходящих печных газов.
1 ОБЩАЯ ЧАСТЬ
1.1 Краткое описание отдельных узлов и механизмов.
1.1.1 Кожух печи
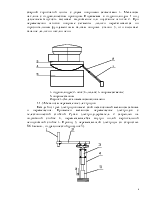
Кожух печи имеет цилиндроконическую форму со сферическим днищем. Кожух делается разъёмным по горизонтали на уровне откосов из условий транспортировки к месту монтажа, где они скрепляются болтами. Нижняя его часть, являющуюся опорой выполнена из стального листа. Верхняя часть являющая опорой стеновых водоохлаждающая панелей выполнена в виде решетчатого каркаса, что обеспечивает доступ с наружи к узлам крепление панели и большому числу подводов и отводов воды к ним, а также обеспечить визуальный контроль панелей. Кожух сваривают из котельной стали, толщиной 50 мм. С противоположной стороны от рабочего окна имеется выступ (эркер). В сферическом днище выполнен аналогичный выступ. К верхней части кожуха приварен кольцевой желоб 1 (Рисунок1) , заполняемый песком для создания герметичного соединения со сводом (песочный затвор).
1-песочный затвор; 2-пояс жёсткости; 3-кожух; 4-ребро жёсткости; 5-плоскость разъема.
Рисунок 1- Кожух печи.
1.1.2 Стеновые панели.
Внутри решетчатого каркаса стен по всему его периметру закреплены водоохлаждаемые панели (рисунок 2); каждый имеет самостоятельный подвод и отвод воды. Во избежания случайного контакта с жидким металлом панели крепят так, чтобы расстояние от их низа до уровня порога рабочего окна составляет 350мм.
В данном проекте применяется панели конструкции
“Сибэлектротерм” изготовлены из двух труб диаметром 80мм. методом гибки без
сворных швов. Трубы 1 (на рисунке 2, отмечена штрихами) и 2 отдельно изгибают
по форме прямоугольной спирали с оставлением зазора между ветвями; вставляют трубы
друг в друга, получая плоскую панель. Трубы скрепляют в одно целое с помощью
привариваемых накладок 6. Предусмотрен подвод 4 и отвод 5 воды через
периферийные концы труб и соединение концов труб 1 и 2 в центре панели с
помощью патрубка 3. Эта панель обладает маленьким гидравлическим
сопротивлением, проста в изготовлении и надёжна в эксплуатации. 
1,2-трубы; 3-патрубок; 4,5-подвод отвод воды; 6-накладки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.