Достоинством отсутствия штенгеля является сокращение габаритных размеров изделия. Однако этот способ имеет и существенные недостатки. Во-первых, необходимость использования откачных камер с применением диффузионных насосов, что не исключает попадания паров масла в камеру, а следовательно, и во внутренний объем прибора. Во-вторых, возможность проникновения продуктов горения, образующихся при сварке, в объем корпуса. В-третьих, необходимость наполнения газом не только внутреннего объема корпуса, но и всего объема камеры, что ведет к увеличению расхода газа. В-четвертых, совмещение наполнения с процессом сварки при отсутствии герметичности требует проведения повторного процесса сварки.
Штенгельная откачка и наполнение газом предусматривает наличие в корпусе дополнительного элемента, через который осуществляются эти операции.
Конструктивно штенгель может быть выполнен в виде отрезка трубки (, с резиновой уплотнительной прокладкой , в виде винта .
|
|
|
|
|
7 8 |
|
11 13 |
,
в
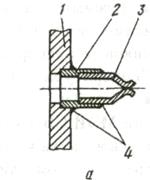
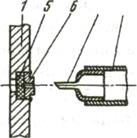
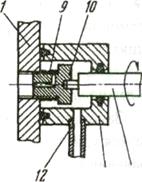
Рис. 7.30. Конструкции элементов, используемых для откачки воздуха из корпусов МЭИ СВЧ и наполнения объема инертным газом:
а - с использованием штенгеля; б - с уплотнительной прокладкой; в -в виде винта с отверстием; 1 - стенка корпуса; 2 - латунная втулка; 3- медная трубка; 4 ~ места пайки; 5- резиновая прокладка; б- шайба с отверстием; 7- игла; 8- шланг; 9- уплотняющая "жидкая прокладка"; 10- винт; 11 - приспособление для уплотнения и вращения винта; 12 - трубка для откачки воздуха и заполнения газом; 13 - специальная отвертка
Штенгель в виде отрезка трубки удобен для откачки и наполнения газом. Он состоит из двух частей: латунной втулки 2, постоянно находящейся в корпусе, и медной трубки 3, которая заменяется в случае вскрытия корпуса при ремонте. После откачки и заполнения медная втулка пережимается, образуя холодносварное соединение; для гарантии герметичности это место опаивается. Недостаток применения штенгеля этой конструкции связан с увеличением габаритных размеров корпуса на 7... 10 мм.
В конструкции с резиновой уплотняющей прокладкой (см. рис. 7.30, б) откачка и заполнение герметизированного объема производится с помощью шприца 8, связанного с откачными средствами и баллоном с инертным газом. Прокалывая резиновую прокладку, шприц вводится внутрь корпуса. После окончания операции и его удаления отверстие в шайбе 6 запаивается. Недостаток этой конструкции - длительность процесса откачки и заполнения через длинный узкий канал в игле 7, хотя габаритные размеры корпуса увеличиваются незначительно.
Конструкция, приведенная на рис. 7.30, в, представляет собой винт с отверстием для откачки и заполнения газом корпусов. На резьбовую поверхность винта, предварительно до установки его в корпус, наносится герметизирующая "жидкая" прокладка, служащая для создания гидравлического затвора и предотвращающая утечку газа.
"Жидкие" прокладки представляют собой пастообразные композиции, которые сохраняют свое жидкофазное состояние в период эксплуатации. Их основу составляют каучуки (марки ГИПК-243, 244), низкотемпературный полиэтилен и полиизобутилен (марка ГИПК-242).
Герметизирующие композиции наносятся на резьбу винта шпателем или кисточкой тонким равномерным слоем толщиной 0,1... 0, 2 мм перед его установкой в корпус 1. Произведя откачку воздуха из внутренней полости корпуса и заполнение ее инертным газом, винт заворачивают при помощи отвертки 13.
"Жидкие прокладки" выдерживают температуру от -60 до 150 °С и давление до 15 МПа.
В случае ремонта и вскрытия герметичного корпуса приборов СВЧ, винт выворачивается, поверхность его зачищается; затем состав наносится вновь.
"Жидкие прокладки" выдерживают температуру от -60 до 150 °С и давление до 15 МПа.
В случае ремонта и вскрытия герметичного корпуса приборов СВЧ, винт выворачивается, поверхность его зачищается; затем состав наносится вновь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.