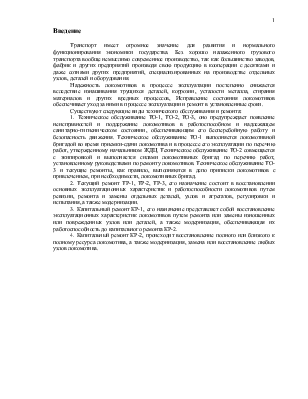
потеря рабочего времени при перемещениях по депо, повышенная загазованность и запыленность рабочих мест - все это является недостатками депо павильонного типа.
Схема павильонного типа депо
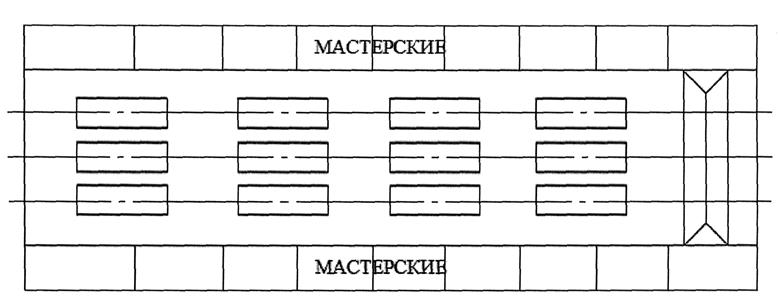
Рис. 1.3
Ступенчатый тип депо имеет ряд преимуществ по сравнению с другими типами: возможность специализировать стойла депо по видам ремонта подвижного состава. Одно стойло отдается для малых ремонтов, другое для больших ремонтов, хорошее естественное освещение депо и стойловой части, небольшая потеря рабочего времени при перемещениях по депо, значительно меньшая заболеваемость по отношению к рабочим павильонного типа депо, удобства ввода и вывода локомотивов, удобство организации поточного ремонта, независимость функционирования секций на случай выхода какой-либо из строя. Возможность перспективного развития депо путем пристройки новых ступеней к зданию.
Однако у него есть и недостатки: большой периметр стен, большие капитальные вложения на строительство, большие текущие затраты на ремонт и содержание депо. При числе ступеней более двух, депо становится неудобным вследствие большой длины, в связи с этим увеличивается длина путей, число стрелочных переводов.
Учитывая все достоинства и недостатки зданий депо мы выбираем павильонный тип депо.
Схема ступенчатого типа депо
Рис. 1.4
1.9. Выбор основных и вспомогательных цехов и отделений депо
В зависимости от объема и характера работы в составе депо различают цеха, отделения и производственные участки.
Отделение металлизации
Металлизация применяется для восстановления изношенных деталей. Сущность металлизации заключается в том, что мелкие частицы расплавленного металла под воздействием сжатого воздуха наносятся на изношенную поверхность детали.
Металлизацию крупных деталей производят на токарном станке.
Наплавление расплавленного металла на плоские детали удобно производить в специальной кабине, где расположена электрическая установка.
В последнее время большое распространение получил способ виброконтактной накатки.
Таблица 1.12
Спецификация оборудования отделения металлизации
|
№ |
Оборудование |
Количество |
|
1 |
Токарный станок |
1 |
|
2 |
Масловодоотделение |
2 |
|
3 |
Металлизационный станок |
1 |
|
4 |
Пескоструйная камера |
1 |
|
5 |
Обдирочно-шлифовальный станок |
1 |
|
6 |
Электрометаллизатор |
1 |
|
7 |
Трансформатор |
1 |
|
8 |
Верстак |
1 |
|
9 |
Стеллажи |
1 |
Размещение оборудования в отделении металлизации
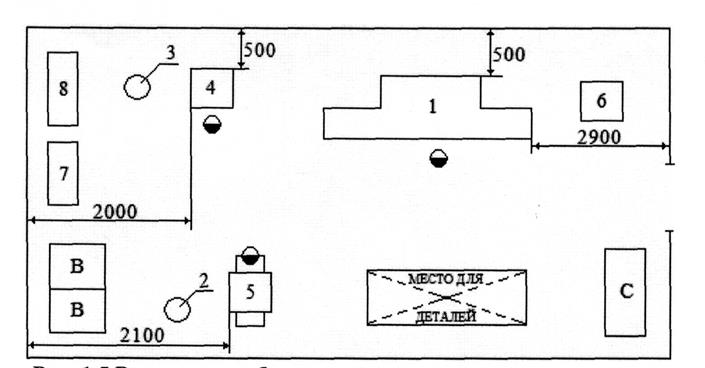
Рис. 1.5
![]() - постоянное место работы; 1 - токарный станок; 2 и 3 - масло
водоотделители; 4 - металлизационный станок; 5 - пескоструйная камера; 6 -
обдирочно-шлифовальный станок; 7 - электрометаллизатор; 8 - трансформатор к
электрометаллизатору; В - верстак; С - стеллажи.
- постоянное место работы; 1 - токарный станок; 2 и 3 - масло
водоотделители; 4 - металлизационный станок; 5 - пескоструйная камера; 6 -
обдирочно-шлифовальный станок; 7 - электрометаллизатор; 8 - трансформатор к
электрометаллизатору; В - верстак; С - стеллажи.
Отделение по ремонту подшипников
В этом отделении производятся работы по заливке баббитом моторноосевых и буксовых подшипников.
Над каждым агрегатом устанавливаются местные вентиляционные отсосы. Кроме местной вытяжки должна быть общеобменная вытяжная вентиляция помещения.
Плавка баббита производится в индукционном стальном электротигеле, который выполняется достаточно глубоким и узким, чтобы расплавленный в нем баббит во избежании окисления имел наименьшую поверхность соприкосновения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.