Построение С-карты с использованием данных из таблицы 5 производится следующим образом.
1. Значения суммарного числа дефектов С из таблицы 5 наносят на бланк контрольной карты. В этом случае по вертикальной оси откладывают значения С, а по горизонтальной - номера выборок.
2.
Определяют ![]() ,
находя сумму С для каждой из групп, и делят ее на число групп (выборок).
В результате получается среднее арифметическое С, определяющее среднюю
линию. Для примера, приведенного в таблице 5:
,
находя сумму С для каждой из групп, и делят ее на число групп (выборок).
В результате получается среднее арифметическое С, определяющее среднюю
линию. Для примера, приведенного в таблице 5:

![]() =∑С/20=82/20=4,1
=∑С/20=82/20=4,1
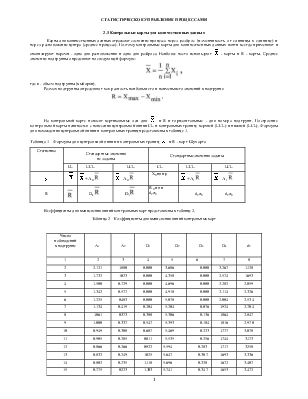
3. Рассчитывают контрольные границы по формуле из таблицы 3:
|
|
Для рассматриваемого примера
UCL = 4,1+3√4,1=10,17
LCL = 4,1 – 3√4,1 = –1,97 (отсутствует, т.к. получено отрицательное число).
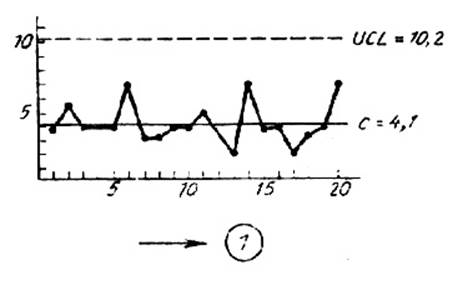 |
Рисунок 3 – Контрольная С-карта: 1-номер выборки.
Аналогично карте (![]() -R), если все точки графика оказываются внутри
контрольного диапазона р-карты или С-карты, это означает, что процесс протекает
в стабильных условиях. Если же одна или несколько точек выходят за контрольные
границы, это означает, что в процессе произошли какие-то отклонения, грозящие
выходом дефектной продукции. При этом для предотвращения повторного
"выброса" необходимо быстро найти причину отклонения и принять меры
по ее устранению.
-R), если все точки графика оказываются внутри
контрольного диапазона р-карты или С-карты, это означает, что процесс протекает
в стабильных условиях. Если же одна или несколько точек выходят за контрольные
границы, это означает, что в процессе произошли какие-то отклонения, грозящие
выходом дефектной продукции. При этом для предотвращения повторного
"выброса" необходимо быстро найти причину отклонения и принять меры
по ее устранению.
Например, в случае, когда на р-карте контроля интенсивности окраски точка вышла за контрольную границу, необходимо исследовать такие контрольные параметры процесса, как соответствие стандарту на операции процесса окрашивания, постоянство интенсивности окраски, соблюдение установленного метода сушки и т.д.
3. Контрольные карты кумулятивных сумм
При использовании контрольных карт Шухарта решение о том, что процесс вышел из состояния статистической управляемости принимается при регистрации одного из сигнальных признаков, например, выхода очередной точки за контрольные границы. В то же время информацию о намечающейся тенденции к разладке процесса на такой карте разглядеть обычно не удается. В этом смысле более наглядными являются контрольные карты кумулятивных сумм.
Методика построения таких карт заключается в следующем. Если есть ряд значений некоторого признака xl, x2, x3,....,xn, то образование кумулятивных сумм (кусумм) будет происходить следующим образом:
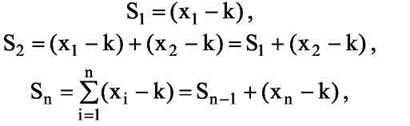
где k - константа, представляющая собой некоторое заранее определенное значение.
Вычисленные и нанесенные на график в порядке их появления кумулятивные суммы образуют кусумм - карту.
Константа k может принимать любое значение, даже нулевое, однако чаще всего ее приравнивают математическому ожиданию исследуемого признака, или к номинальному значению параметра процесса.
Если среднее значение параметра процесса возрастает, то будет иметь место и общий рост уровня кусуммы, поскольку все большее число значений (x1 - k) будут положительными.
Если среднее значение параметра будет уменьшаться, то и график кусумм будет стремиться вниз. Другими словами, изменение среднего значения исходных данных приведет к изменению угла наклона графика кусумм.
Фактическая величина значения кусуммы в отдельной точке не имеет никакого значения, так как из-за мелких случайных колебаний параметров процесса на отдельных участках графика кусумм могут проявляться различные тенденции в угле наклона. И только определение среднего наклона графика кусумм позволяет установить, имеет ли место устойчивая тенденция изменения исследуемого параметра в данный временной период.
Порядок расчетов и построения карты кумулятивных сумм рассмотрим
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.