Для адсорбции веществ из разбавленных смесей применяют кольцевые адсорберы (рис. 39.3, в). В этих адсорберах газовый поток проходит в радиальном направлении (от центра к периферии) через кольцевой слой адсорбента, расположенного между двумя соосными сетчатыми цилиндрами.
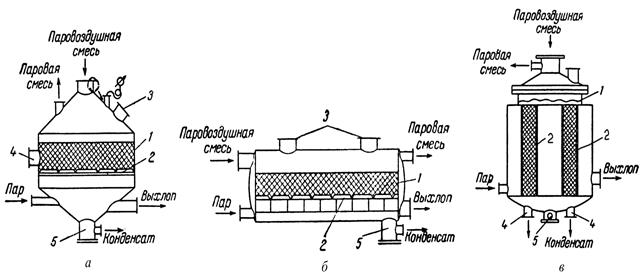 Рисунок 39.3 –
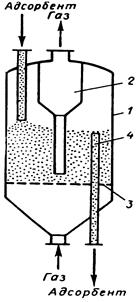
Адсорберы с неподвижным зернистым адсорбентом:
Рисунок 39.3 –
Адсорберы с неподвижным зернистым адсорбентом:
а – вертикальный; б –
горизонтальный; в – вертикальный с кольцевым слоем адсорбента:
1 – корпус; 2 – решетка; 3, 4, 5 – люки
К числу основных недостатков адсорберов периодического действия относятся неполное использование адсорбционной емкости адсорбентов (этот недостаток устраняется при использовании батареи последовательно отключаемых аппаратов) и низкая степень использования самих адсорберов из-за совмещения в одном рабочем объеме всех стадий процесса.
Указанных недостатков лишены адсорберы с подвижным слоем адсорбента. Эти адсорберы относятся к адсорберам непрерывного действия.
Адсорберы с движущимся слоем адсорбента представляют собой колонны, в которых зернистый адсорбент движется самотеком сверху вниз либо перемещается при помощи специальных транспортных устройств. В таких адсорберах адсорбент непрерывно движется в замкнутом цикле, проходя последовательно через зоны для адсорбции, нагревания, десорбции и охлаждения адсорбента.
На рис. 39.4 представлена схема адсорбционной установки непрерывного действия с движущимся слоем адсорбента.
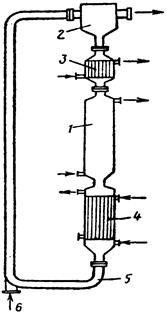
Рисунок 39.4 – Схема установки для непрерывной
адсорбции:
1 – адсорбер; 2 – бункер; 3 – холодильник; 4 – десорбер;
5 – циркуляционный трубопровод; 6 – входной штуцер.
В этой установке адсорбент (активированный уголь) непрерывно циркулирует, встречая на своем пути в противотоке газы, подвергаемые очистке. Газы поступают в нижнюю часть поглотительной зоны 1, активированный уголь из бункера 2 вначале поступает в холодильник 3, после которого он попадает в верхнюю часть поглотительной зоны 1. В поглотительной зоне происходит насыщение активированного угля распределяемым компонентом, после чего он направляется в зону десорбции 4. В зоне десорбции активированный уголь подогревается и продувается перегретым водяным паром, далее он поступает в пневмотранспортную трубу 5. Транспортирующий газ подается через штуцер 6. Подъем активированного угля в бункер 2 производится пневматически.
В аппаратах с подвижным слоем адсорбента происходит более полное использование адсорбционной емкости адсорбентов по сравнению с аппаратами, имеющими неподвижный слой. Однако в этих аппаратах возможно возникновение локальных застойных зон, в которых процесс адсорбции идет менее интенсивно, чем в основной массе адсорбента.
Наиболее интенсивно процесс адсорбции происходит в аппаратах с кипящим (псевдоожиженным) слоем адсорбента.
При проведении процесса адсорбции в кипящем слое адсорбента гидравлическое сопротивление является весьма малым, поэтому можно создать скорости газового потока в несколько раз больше, чем в неподвижном слое адсорбента. Благодаря сочетанию высоких скоростей газа с очень развитой поверхностью фазового контакта можно значительно интенсифицировать процесс адсорбции. При интенсивном перемешивании частиц в кипящем слое в нем происходит быстрое выравнивание температуры и предотвращается опасность локального перегрева адсорбента. Интенсивное перемешивание частиц адсорбента приводит к их сильному истиранию, в связи с чем при проведении процесса в кипящем слое необходимо применять адсорбенты, имеющие достаточную механическую прочность.
Адсорберы с кипящим слоем адсорбента делятся на одноступенчатые и многоступенчатые. Схема одноступенчатого аппарата показана на рис. 39.5.
|
Рисунок 39.5 –
Одноступенчатый |
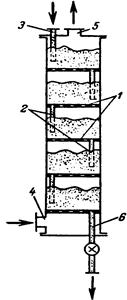
Рисунок 39.6 – Многоступенчатый адсорбер с кипящим
слоем поглотителя: |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.